Visión para 2040
¿Qué es un parque empresarial de gestión de carbono?
Explore las industrias de gestión del carbono y energía limpia que podrían formar parte del futuro de la energía limpia del Condado de Kern.

INDUSTRIA
Introducción
L-DAC
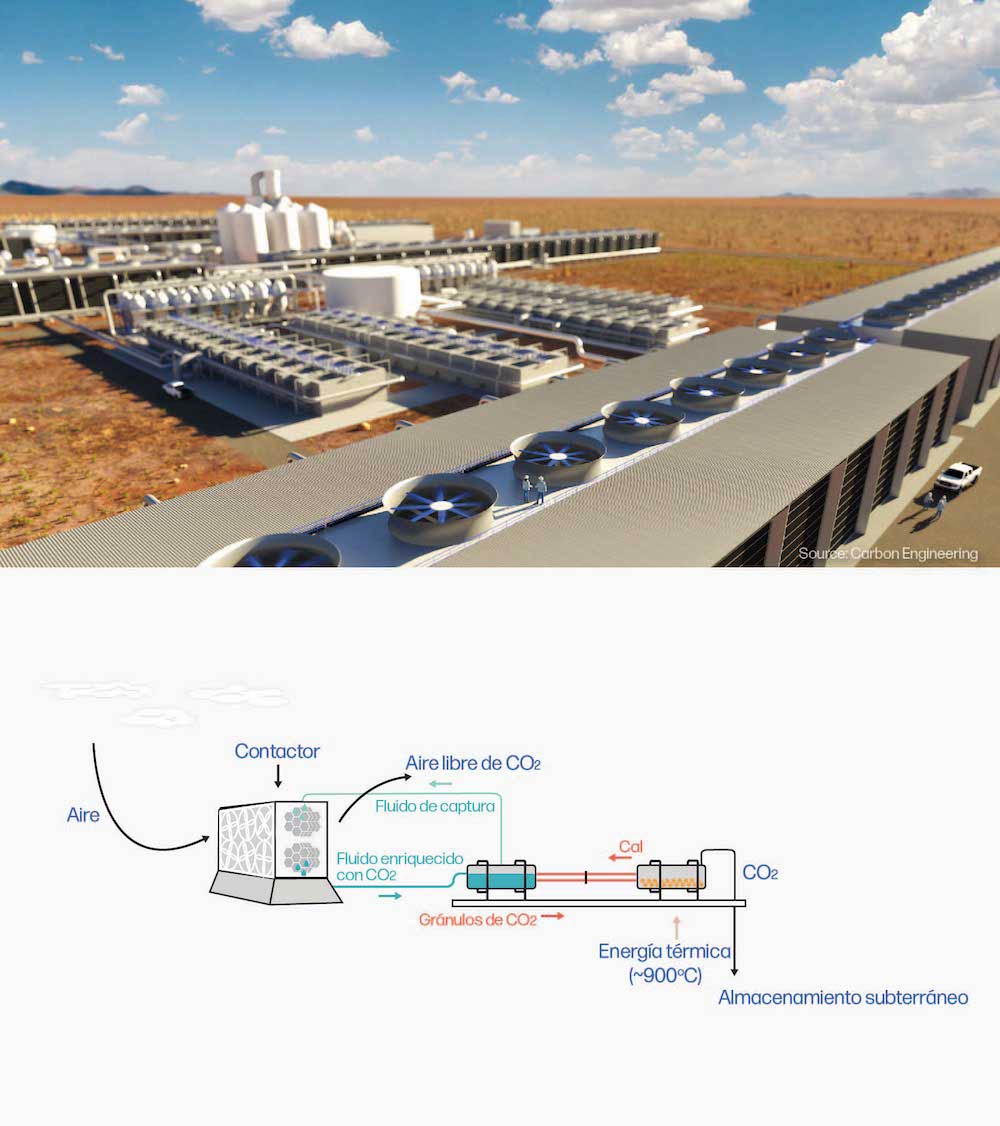
La captura directa de aire (DAC) es una tecnología que captura el dióxido de carbono (CO2) directamente de la atmósfera. Los ventiladores o el viento impulsan el aire ambiental a través de una unidad contactora, donde un químico sorbente selectivamente atrapa el CO2 pero permite que los demás componentes del aire pasen y salgan del sistema.
La captura directa de aire líquido (L-DAC) utiliza un disolvente líquido, normalmente una solución de hidróxido, como material de químico sorbente. Después de que el CO2 queda atrapado en el disolvente líquido, reacciona con cal para formar pequeños gránulos de carbonato. El disolvente líquido puede ser reutilizado para atrapar más CO2 y los gránulos se calientan a 800-1000oC, descomponiéndose en sus partes constituyentes: cal y una corriente pura de CO2. Este paso se llama regeneración. El CO2 está listo para ser presurizado y transportado para su almacenamiento permanente, y la cal puede reutilizarse para granular más CO2.
Lente tecnológico
Desarrollo de la industria:
- Fase de desarrollo: inicial
-
Centros existentes globalmente: 1
(Canadá, captura 365 toneladas métricas/año) -
Centros en desarrollo globalmente: 1
(Texas, capturará 1 millón de toneladas métricas/año, operativo en 2024)
Requerimiento energía
Si la energía se suministrara completamente utilizando energía solar, se necesitarían ~7,000 hectáreas (el intervalo reportado es de 4,400 a 9,000 hectáreas) para capturar 1 millón de toneladas métricas de CO2. Sin embargo, la energía solar fotovoltaica no puede directamente suministrar calor a las temperaturas necesarias para la regeneración. Por lo tanto, la L-DAC requiere una fuente de calor de energía limpia a alta temperatura, como una batería de calor industrial o combustible de hidrogeno verde (H2). Si el combustible H2 suministrara la energía térmica para L-DAC, 1,400 hectáreas de campos solares podrían abastecer la demanda de electricidad.
- L-DAC requiere ~2,8 MWh de energía por cada tonelada métrica de CO2 capturada (las estimaciones oscilan entre 1.8 y 3.7 MWh por tonelada métrica de CO2)
- Eel 80-100 % de esa energía es para calefacción. el 0-20 % es para la electricidad.
Huella
- Cada unidad de contactores L-DAC captura entre 300 y 600 toneladas métricas por año, y las unidades son modulares y apilables. Por lo tanto, las huellas varían segun la altura a la que se apilen las unidades o cómo se distribuyen.
- Para capturar 1 millón de toneladas métricas de CO2 por año, estimamos que un centro necesitaría unas 200 hectáreas de espacio. Las estimaciones reportadas oscilan entre 50 y 1,730 hectáreas, dependiendo de como sean organizadas las unidades contactoras.
- Las unidades L-DAC pueden instalarse en cualquier lugar, ya que la única materia prima es el aire ambiental.
Un centro de L-DAC capturando 1 millón de toneladas métricas de CO2 anualmente requiere

~200 acres de espacio y


~7,000 acres de energía solar + almacenamiento en baterías de calor industrial


La energía necesaria para alimentar un centro de L-DAC capturando 1 millón de toneladas métricas de CO2 anualmente podría abastecer a unos 500,000 hogares
Lente social
Potencial de crecimiento del empleo
Un centro de L-DAC capturando 1 millón de toneladas métricas de CO2 anualmente podría generar entre 75 y 270 puestos de empleo permanentes en las áreas de operación y mantenimiento, que requieren habilidades que son transferibles de otros sectores industriales de reparación y mantenimiento.
Tal centro también generaría entre 700 y 1,000 puestos de empleo en construcción e instalación, así como miles de empleos indirectos, tales como los necesarios para construir campos solares que sirvan de apoyo para el centro.
Equidad de ubicación
Niveles de ruido = 50-70 decibelios por unidad de contactor, es decir, casi tan ruidoso como un lavavajillas o una aspiradora. Un centro de captura de 1 millón de toneladas métricas necesitaría ~1,600 unidades de contactores, repartidas en ~200 hectáreas.
El impacto dependerá de la escala del ruido con unidades contactoras adicionales (se justifica una mayor investigación) y la distancia de las zonas urbanizadas.
Dependiendo de la ubicación del sitio, los puestos empleo adicionales podrían aumentar el tráfico local y los empleados podrían tener desplaces de largas distancias.
Un centro L-DAC capturando 1 millón de toneladas métricas de CO2 podría producir


75-270 empleos permanentes en operación y mantenimiento


~700-1,000 empleos de construcción
+
miles de empleos indirectos
Lente medioambiental
Necesidades de agua
L-DAC requiere una cantidad significativa de agua para diluir la solución disolvente utilizada para capturar el CO2, pero esa solución de agua+ disolvente se recicla continuamente a través del sistema, por lo que sólo es necesario reponer agua para compensar por la evaporación. Las temperaturas medias y los niveles de humedad en el condado de Kern provocarían un consumo de unas 5 toneladas métricas de agua por cada tonelada de CO2 en invierno, y unas 15 toneladas de agua consumida por tonelada de CO2 en verano. Los días muy calurosos con niveles de humedad inferiores al 20 % podrían provocar un consumo de agua superior a 20 toneladas métricas por tonelada de CO2 capturada.
Emisiones, subproductos y residuos
Se espera que los centros de L-DAC produzcan emisiones nulas o casi nulas en el sitio que podrían ser peligrosas para el medio ambiente o la salud humana.
Ni las aguas residuales ni los residuos peligrosos se generan en cantidades significativas en los centros de L-DAC.
Permisos reglamentarios: Cuando se ubiquen en el condado de Kern, California, todos los proyectos se estudiarán mediante un proceso público y los impactos medioambientales serán revisados y mitigaran de acuerdo con la Ley de Calidad Ambiental de California (CEQA).
Un centro L-DAC capturando 1 millón de toneladas métricas de C2 utilizaría hasta


7,500 hectáreas-pies de agua cada año


y produce residuos o emisiones casi nulas
Lente económico
Costo operativo
Para comparar los costos en las industrias de gestión del carbono, se utiliza un modelo de "evaluación de costos durante la vida útil" (ECV), que es el costo total por tonelada métrica de CO2 como resultado del costo de construcción de la instalación (costos de capital), el costo de mantenimiento y mano de obra (costos operativos) y el costo de energía (calor + electricidad), a lo largo de la vida útil de la planta. Para una instalación L-DAC con un promedio que capture 1 millón de toneladas de CO2 por año:
- El costo de construcción seria entre 470 y 1,300 millones de dólares. Si funcionara durante unos 30 años, los costos de capital a lo largo de la vida útil del centro serían de 160-300 dólares por tonelada de CO2.
- Costo anual para el personal de operaciones y mantenimiento oscilan entre 60 y 110 dólares por tonelada de CO2.
- Los costos energéticos oscilan entre $ 45 y 257 por tonelada de CO2 con la variación reflejando las diferentes fuentes de energía y la incertidumbre en los requisitos energéticos. Estos costos también variarán con el tiempo debido a las fluctuaciones de los mercados energéticos.
Posibles fuentes de ingresos
Hay dos fuentes potenciales de ingresos para la captura directa de aire:
-
Incentivos federales + estatales:
- El incentivo federal 45Q ofrece un beneficio fiscal por la captura y almacenamiento de CO2 mediante DAC de $ 180 por tonelada almacenada.
- Estandares de combustibles bajos en carbono (LCFS) de California: acredita las tecnologías que reducen las emisiones de gases de efecto invernadero derivadas del transporte. (DAC califica porque elimina las emisiones de CO2 producido por los automóviles y camiones de gas) Entre 2018 y 2022, el crédito LCFS ha oscilado entre $ 62 y 218.
- Mercados privados: Las empresas privadas han comprado almacenamiento de carbono a precios de entre $ 600 y 1,000 por tonelada de CO2 para los tipos de almacenamiento ambiental más seguros.
Un centro de L-DAC que capture 1 millón de toneladas métricas de CO2 construida hoy costaría


$ 265-667 por tonelada de CO2


Incentivos federales + estatales (~$ 242-398/tonelada de CO2)


Mercado privado de créditos de carbono (> $ 600/ton CO2)
Introducción
S-DAC
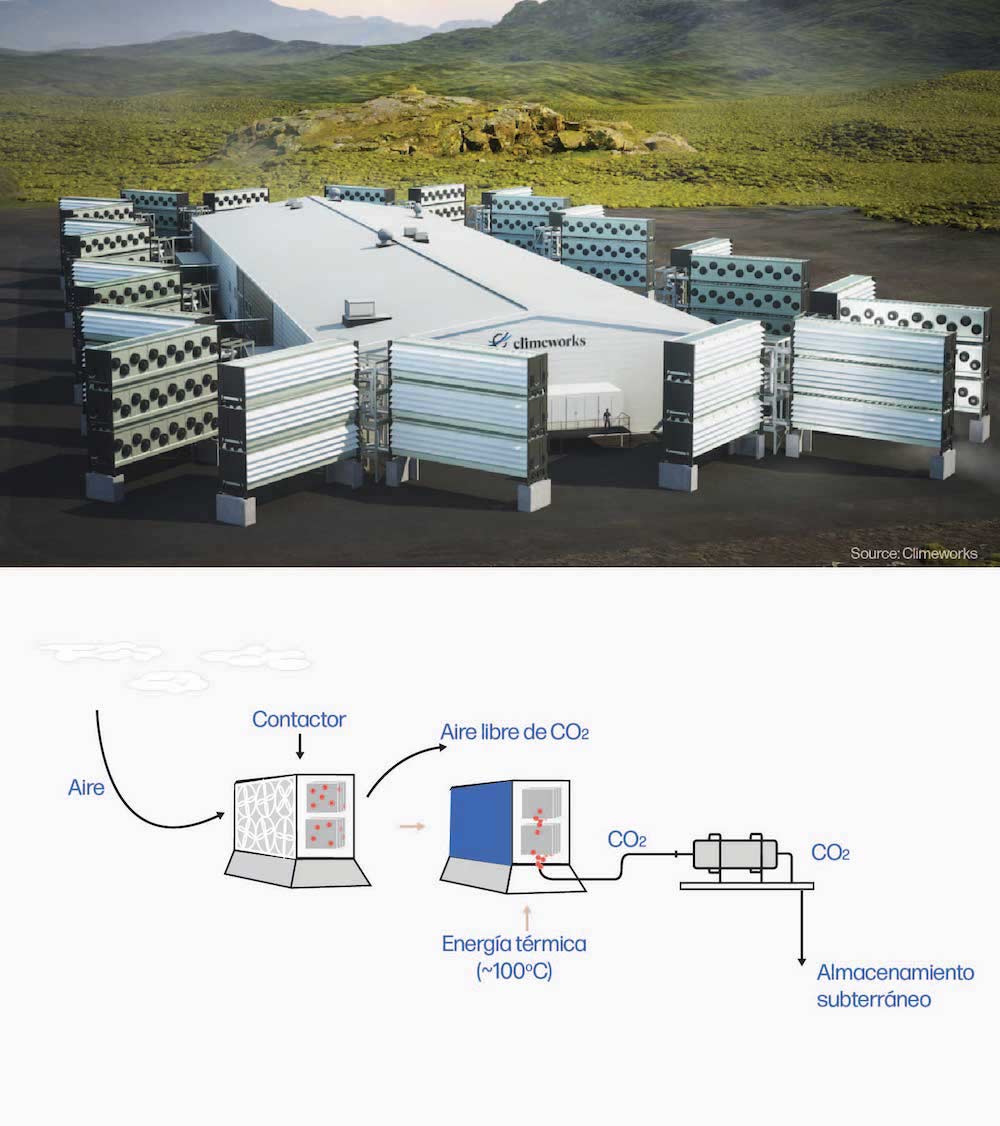
La captura directa de aire (DAC) es una tecnología que captura dióxido de carbono (CO2) directamente de la atmósfera. Los ventiladores o el viento impulsan el aire ambiental a través de una unidad contactora, donde un sorbente químico atrapa selectivamente el CO2 pero permite que los otros componentes del aire pasen y salgan del sistema.
La captura sólida directa de aire (S-DAC) utiliza un sorbente químico sólido, normalmente un compuesto a base de aminas, para capturar el CO2 atmosférico. El sorbente funciona como una esponja, con CO2 se adhiere a la superficie del material absorbente sólido cuando el aire lo atraviesa. Cuando las superficies están saturadas con CO2 los ventiladores del contactor y las aberturas de escape se cierran y la unidad se calienta a~100°C(212°F), causando que el CO2 se libere del material sorbente. El CO2 puede ser retirado de la unidad con aspiradoras, quedando listo para su transporte y almacenamiento permanente. Cuando la unidad contactora se enfría y se vuelve a abrir, el proceso de captura comienza de nuevo, reutilizando el mismo material sorbente.
Lente tecnológico
Desarrollo de la industria
- Etapa de desarrollo: inicial
- Centros existentes a nivel mundial: 17 piloto + comercial (capturas combinadas de 6,900 toneladas/año)
- Instalaciones en desarrollo a nivel mundial: 1 (Islandia, capturará 36,000 toneladas/año)
Requerimientos de energía
S-DAC requiere ~1.5 MWh de energía por cada tonelada métrica de CO2 capturada (las estimaciones oscilan entre 1.1-2.0 MWh por tonelada métrica de CO2). el 75-80 % de esa energía se destina a calefacción. el 20-25 % se destina a electricidad.
Si la energía se suministrara íntegramente a partir de energía solar, se necesitarían unas 3,600 hectáreas (el rango indicado es de 2,675-4,900 hectáreas) para capturar 1 millón de toneladas métricas de CO2. A diferencia de la L-DAC, cuyos requisitos de calor exceden lo que pueden suministrar directamente los recursos renovables como la energía solar y eólica, la S-DAC puede funcionar totalmente con energías renovables, incluso para cumplir con los requisitos de calor necesarios para romper los enlaces entre el sorbente y el CO2. Sin embargo, para que un centro S-DAC funcione de forma continua, también sería necesario almacenar en baterías de energía solar o eólica.
Huella
Cada unidad contactora S-DAC captura ~500 toneladas métricas por año. Estas unidades son modulares, apilables y del tamaño aproximado de un contenedor de transporte. La huella del sitio dependerá de la altura a la que se apilen los contactores o que tan separados estén uno del otro que se coloquen unos de otros. Para capturar 1 millón de toneladas métricas de CO2 con contactores S-DAC, estimamos una huella de aproximadamente 235 acres, pero las estimaciones comunicadas oscilan entre 50 y 495 acres. En teoría, estos contactores pueden colocarse en cualquier lugar, ya que la única materia prima requerida en el sitio es el aire ambiental.
Una instalación S-DAC que captura 1 millón de toneladas métricas de CO2 al año requiere
~235 hectáreas de espacio
y ~3,600 acres de energía solar + almacenamiento en baterías
La energía necesaria para alimentar un centro S-DAC que capture 1 millón de toneladas métricas de CO2 al año podría abastecer a unos 135,000 hogares
Lente social
Potencial de crecimiento del empleo
Un centro S-DAC que capture 1 millón de toneladas métricas de CO2 al año podría generar entre 100 y 270 puestos de trabajo permanentes en las áreas de operación y mantenimiento, que requieren habilidades que son transferibles de otros sectores industriales de reparación y mantenimiento.
Un nuevo centro de S-DAC también generaría aproximadamente 700 empleos de construcción e instalación en la región, así como empleos indirectos, como trabajos de instalación solar para ayudar a apoyar las necesidades energéticas del centro.
Equidad de ubicación
Niveles de ruido = 50-70 decibelios por unidad de contactor, es decir, casi tan alto como un lavavajillas o una aspiradora. Un centro de captura de 1 millón de toneladas métricas necesitaría ~2,000 unidades de contactores, repartidas en ~235 acres.
El impacto dependerá de la escala del ruido con las unidades contactoras adicionales (se justifica una mayor investigación) y la distancia a las zonas urbanizadas
Dependiendo de la ubicación del sitio, los puestos de trabajo adicionales podrían aumentar el tráfico local y los empleados podrían tener que desplazarse largas distancias.
Un centro S-DAC que capture 1 millón de toneladas métricas de CO2 podría producir
100-270 empleos permanentes en operación y mantenimiento
~700 empleos en la construcción + miles de empleos indirectos
Lente medioambiental
Requerimientos de agua
El material sorbente sólido utilizado para capturar CO2 en los centros S-DAC también se une al vapor de agua de la atmósfera. Cuanto más húmedas son las condiciones, más vapor de agua se condensa en el material absorbente junto con el CO2. Cuando la unidad del contactor se cierra y se calienta para liberar el CO2 del sorbente, el agua se calentará de nuevo hasta convertirse en vapor y se eliminará junto con el CO2 en una corriente gaseosa. Luego, el CO2 y el agua se pureden separar, y el agua podría ser utilizada por las comunidades locales u otros centros del parque.
Emisiones, subproductos y residuos
Se espera que los centros DAC produzcan emisiones nulas o casi nulas en el sitio que podrían ser peligrosas para el medio ambiente o la salud humana.
No debería generarse una cantidad significativa de materiales peligrosos en los centros de S-DAC.
Permisos reglamentarios: Cuando se ubiquen en el condado de Kern, California, todos los proyectos se consideraran mediante un proceso público y se revisarán y los impactos ambientales se revisaran y mitigaran de acuerdo con la Ley de Calidad Ambiental de California (CEQA).
Un centro S-DAC que capture 1 millón de toneladas métricas de CO2 podría producir
650 y 1,650 acres-pies de agua cada año para su uso
y produce residuos o emisiones casi nulas
Lente económico
Costo operativo
Para comparar los costos en las industrias de gestión del carbono, se utiliza un modelo de "evaluación de los costos durante la vida útil" (ECV). El ECV es el costo total por tonelada métrica de CO2 resultante del costo de construcción del centro(costos de capital), el costo de mantenimiento y mano de obra (costos operativos), y el costo de la energía (calor + electricidad), a lo largo de la vida útil de la planta. Para un centro promedio de S-DAC media que captura 1 millón de toneladas de CO2 por año:
- El costo de construcción oscilaría entre $ 630 y 1,700 millones. Si funcionara durante unos 30 años, los costos de capital a lo largo de la vida útil de la instalación serían de entre $ 76 y 205 por tonelada de CO2.
- Los costos anuales de personal de operación y mantenimiento oscilan entre $ 11 y 29 por tonelada de CO2.
- Los costos de energía oscilan entre ~$ 0 y 278 por tonelada de CO2 y la variación refleja las diferentes fuentes de energía y la incertidumbre en los requisitos de energía. Estos costos también variarán con el tiempo debido a las fluctuaciones de los mercados energéticos.
Fuentes potenciales de ingresos
Hay dos fuentes potenciales de ingresos para la captura directa de aire:
-
Incentivos federales + estatales:
- El incentivo federal 45Q ofrece un beneficio fiscal para la captura y el almacenamiento de CO2 mediante DAC de $ 180 por tonelada almacenada.
- Estandar de combustibles bajos en carbono (LCFS) de California: acredita las tecnologías que reducen las emisiones de gases de efecto invernadero derivadas del transporte. (DAC califica porque elimina el CO2 producido por los automóviles y camiones de gas) Entre 2018 y 2022, el crédito LCFS ha oscilado entre $ 62 y 218.
- Mercados privados: Las empresas privadas han comprado almacenamiento de carbono a precios de entre $ 600 y 1,000 por tonelada de CO2 para los tipos de almacenamiento más seguros para el medioambiental.
Una instalación S-DAC que capture 1 millón de toneladas métricas de CO2 construida hoy costaría
$ 87-512 por tonelada de CO2
Incentivos federales + estatales (~$ 242-398/tonelada de CO2)
Mercado privado de créditos de carbono (> $ 600/ton CO2)
Introducción
Microfábrica de acero
La captura de carbono de fuente puntual es una tecnología que captura el carbono directamente del flujo de escape de un centro industrial o eléctrica. Varias industrias se adaptan bien a la captura de fuentes puntuales (procesamiento petroquímico, producción de fertilizantes, producción de acero y cemento, y generación de energía), y de hecho hay 34 centros operativos que utilizan la captura de fuentes puntuales en el mundo hoy en día. De estas industrias, se está explorando la producción de hierro y acero como industria potencial en el condado de Kern, con una microfábrica propuesta en la fase de planificación y obtención de permisos de desarrollo. Aquí evaluamos el potencial de integrar una planta de acero en un parque de gestión del carbono.
Hay dos tipos principales de plantas de acero. Las plantas de acero integradas son grandes (producen 3 millones de toneladas de acero al año o más) y producen acero directamente a partir del mineral de hierro, reduciéndolo a hierro metálico en presencia de coque (un derivado del carbón) después es refinándolo más para conseguir un acero con propiedades óptimas. Ambas etapas son extremadamente intensivas en energía y emiten colectivamente entre 1.5 y 2.4 toneladas de CO2 por tonelada de acero producido. Sin embargo, estes centros suelen construirse cerca de fuentes de carbón metalúrgico (para hacer el coque) y mineral de hierro, por lo que no encajarían bien en el condado de Kern.
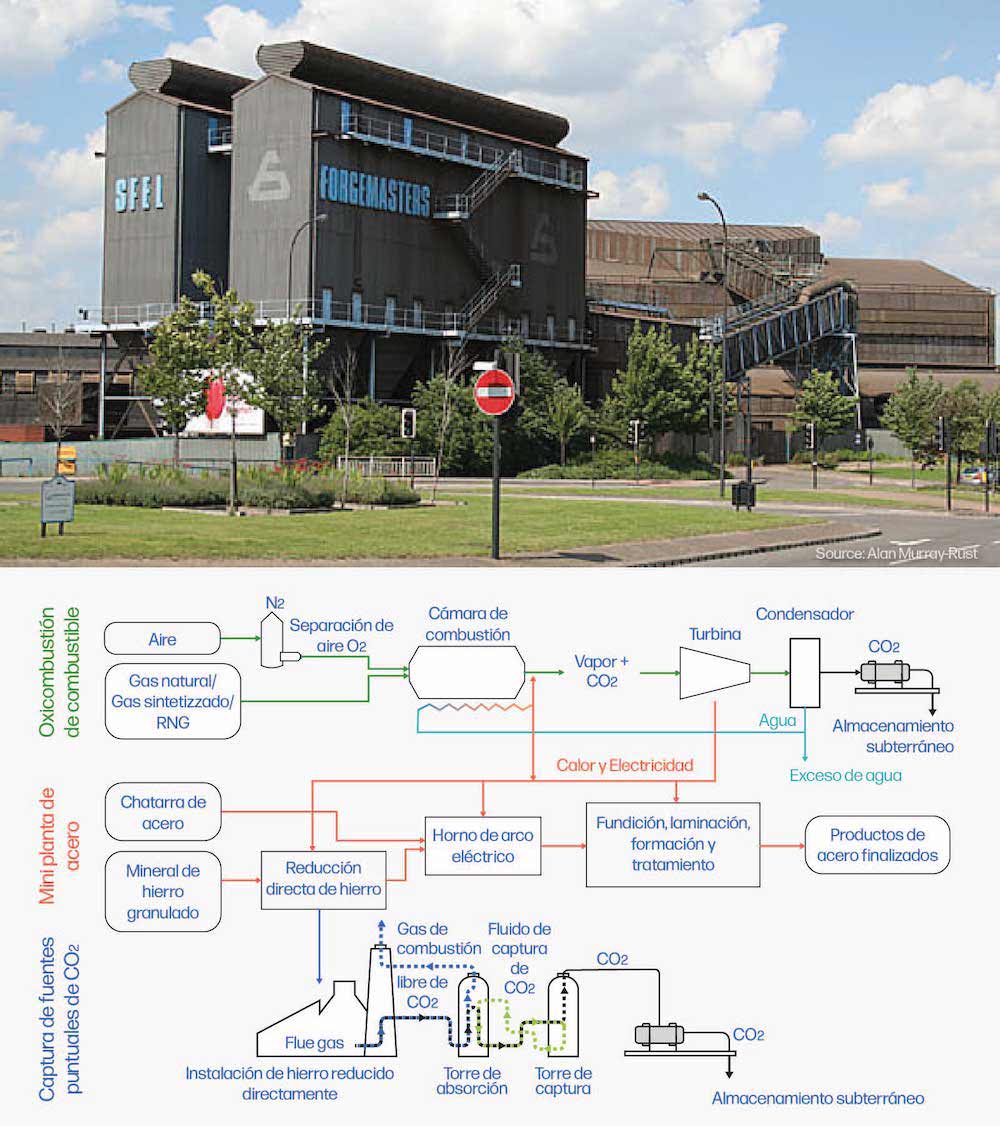
El otro tipo de planta de acero es la minifábrica, o incluso la microfábrica, más pequeña. Estas plantas de acero funden principalmente chatarra de acero en nuevos productos siderúrgicos utilizando un horno de arco eléctrico, que consume mucha menos energía que los hornos de oxígeno básicos de las plantas de acero integradas. Cuando la chatarra de acero escasea, las microfábricas pueden equiparse para producir acero directamente a partir del mineral de hierro mediante reducción directa del hierro, lo que también supone un mayor ahorro de energía y de emisiones de CO2 que las plantas integradas. Las mini y microfábricas suelen producir menos de un millón de toneladas de acero al año, y la intensidad de sus emisiones depende de su diseño.
Una microfábrica de chatarra alimentada exclusivamente con energías renovables no genera emisiones apreciables de CO2. Alternativamente, las microfábricas podrían funcionar mediante la combustión de gas natural, gas natural renovable o gas de síntesis, un proceso en el que el gas se quema en presencia de oxígeno puro en un entorno controlado, produciendo corrientes puras de CO2, agua, y electricidad. Por último, si se produce hierro de reducción directa (DRI) en la microfábrica, se puede capturar carbono de los gases de combustión de la instalación de procesamiento.
Consideramos tres escenarios de microfábrica: una microfábrica de chatarra alimentada con energía solar (~0 toneladas de CO2 emitidas por tonelada de acero), una microfábrica de chatarra que utiliza oxicombustión (~0.15 toneladas de CO2 por tonelada de acero) y una microfábrica con DRI que utiliza la captura de fuentes puntuales y la combustión por oxicombustión (~1.3 toneladas de CO2 por tonelada de acero). Para conocer todos los rangos de emisiones de cada escenario, consulte la sección 5 del informe detallado.
Lente tecnológico
Desarrollo de la industria
- Estado de desarrollo de acero bajo en carbono o sin carbono: comercialización temprana
- Centros existentes en todo el mundo: 1 (DRI con captura de carbono, en Emiratos Árabes Unidos)
- Centros de acero con bajo o nulo contenido en carbono en desarrollo en todo el mundo: 3 (Colorado, Massachusetts, Suecia)
Necesidades energéticas
Las principales necesidades energéticas de una planta de acero de chatarra proceden del horno de arco eléctrico (EAF), que requiere entre 0.4 y 0.9 MWh de energía por tonelada de acero producida. La fundición, el laminado y el acabado del acero caliente fabricado en el horno de arco eléctrico para convertirlo en productos utilizables requieren otros ~0.01-0.6 MWh/tonelada de acero. Si el DRI se fabrica in situ a partir de mineral de hierro peletizado, se necesitarían entre 3.0 y 4.5 MWh más de energía, lo que aumentaría las necesidades energéticas de la instalación en un orden de magnitud. El DRI requiere temperaturas de 900-1000oC para reducir el mineral de hierro en presencia de un agente reductor como el gas natural, el gas de síntesis o el hidrógeno. Estas temperaturas tan elevadas no pueden abastecerse directamente con electricidad de origen solar sin utilizar también una batería de calor (véase nuestra sección sobre almacenamiento de energía).
Una microfábrica de acero de 770,000 toneladas que sólo utilizara chatarra y energía solar necesitaría entre 690 y 2,900 acres de campos solares para abastecer la demanda de electricidad. Una microfábrica de DRI de 770,000 toneladas que utiliza energía solar y sólo captura CO2 de las emisiones del proceso de reducción del hierro necesitaría de 6,900 a 11,900 acres de campos solares (con almacenamiento en baterías de calor) para funcionar. Sin embargo, en este escenario, sólo 320,000 toneladas de CO2 podrían capturarse anualmente. Una microfábrica que utilice la oxicombustión con captura de carbono como única fuente de energía no necesitaría aporte solar.
Huella
Una planta de acero que utilizara DRI y oxicombustión (el escenario más intensivo en emisiones) necesitaría producir unas 770,000 toneladas de acero al año para emitir 1 millón de toneladas de CO2. Un centro del mismo tamaño que utilizara únicamente chatarra y energía solar, o chatarra y oxicombustión, emitiría cerca de 0 toneladas de CO2 y ~115,000 toneladas de CO2 respectivamente. Basándose en la huella media de los centros de seis mini y microfábricas de acero construidas o en desarrollo en Estados Unidos en los últimos 5 años, una microfábrica de acero de 770,000 toneladas necesitaría unos 510 acres de terreno.
Una microfábrica de acero de 770,000 toneladas podría capturar entre 0 y 1 millón de toneladas métricas de CO2 anualmente, y requiere
~510 acres de espacio
y 0-11.255 acres de energía solar + almacenamiento en baterías
La energía necesaria para alimentar una microfábrica de acero de 770,000 toneladas podría abastecer a entre 100,000 y 420,000 hogares
Lente social
Potencial de crecimiento del empleo
Por término medio, se necesitan entre 0.5 y 1.5 horas/hombre para producir una tonelada de acero, dependiendo de la eficiencia y la automatización de la planta de acero. Teniendo en cuenta este rango, una planta de acero de 770,000 toneladas podría producir entre 200 y 600 empleos equivalentes a tiempo completo, un rango coherente con las estimaciones de las microfábricas estadounidenses de reciente construcción (que, escaladas a una capacidad de producción de acero de 770,000 toneladas, producirían una media de unos 400 empleos permanentes). Los salarios anuales declarados para puestos de manufactura de microfábricas de acero oscilan entre 60,000 y 140,000 dólares, más beneficios, siendo más elevados en los puestos técnicos. Las minifábricas de acero de 400-600 mil toneladas que se están desarrollando actualmente en Arkansas y Carolina del Norte generan entre 500 y 600 puestos de trabajo en la construcción, lo que a escala de un centro de 770,000 toneladas podría proporcionar hasta 900 empleos a corto plazo en la construcción. Además, un centro de este tipo generaría miles de puestos de trabajo indirectos para cubrir las necesidades del centro, como los empleos relacionados con la energía solar y la instalación de baterías.
Equidad de ubicación
Las plantas de acero emiten materiales finos y gases que pueden tener efectos nocivos para la salud, como partículas, plomo, óxidos nitrosos (NO2) y óxidos de azufre (SOx), aunque existen técnicas que las plantas de acero pueden utilizar para atrapar la materia y minimizar las emisiones. Cualquier planta que se desarrolle en el parque de gestión del carbono deberá presentar un informe de impacto ambiental y someterse a una revisión previa al desarrollo y a una supervisión operativa para garantizar que el impacto de las emisiones se mantiene dentro de las normas de seguridad federales y estatales.
Las plantas de acero también son ruidosas, y la mayoría de los equipos de trabajo emiten ruidos a niveles que exigen protección auditiva para los trabajadores. Es posible diseñar las plantas de acero de forma que los niveles de ruido sean difusos para minimizar la contaminación acústica en las inmediaciones. Una planta de acero de Nueva Zelanda integró varias soluciones para minimizar el ruido en sus instalaciones, y midió unos niveles de ruido a unos 0.75 millas de las instalaciones de ~45 decibelios, un nivel sonoro típico de un barrio urbano.
Una microfábrica de acero de 770,000 toneladas podría capturar entre 0 y 1 millón de toneladas métricas de CO2 anualmente, y podría producir alrededor de
200-600 empleos fijos en puestos técnicos, operativos y administrativos
~700-900 empleos en la construcción
+ miles de empleos indirectos
Lente medioambiental
Necesidades de agua
Las plantas de acero necesitan grandes volúmenes de agua para funcionar, principalmente para refrigeración, pero también para desincrustar los equipos, limpiar el polvo y otros procesos. Alrededor del 90 % del agua puede tratarse y reutilizarse o devolverse a la fuente, y el agua que se utiliza para refrigeración nunca llega a entrar en contacto con el material o los equipos. Se ha utilizado agua de mar para este fin; es posible que las aguas grises (recuperadas) puedan utilizarse de forma similar, minimizando el impacto sobre las fuentes locales de agua dulce. Si el agua se recircula dentro de la planta de acero para minimizar los residuos, es necesario enfriarla y desalinizarla entre usos. Si se integrara una red térmica en un parque de gestión del carbono, el calor residual en forma de agua caliente de proceso de la planta de acero podría suministrar energía térmica a otras industrias ubicadas en el mismo lugar. Por término medio, las plantas de acero que utilizan hornos de arco eléctrico requieren una entrada de agua de 7,400 galones de agua por tonelada métrica de acero producida, pero vierten 7,000 galones de agua, lo que supone una necesidad neta de agua de unos 400 galones por tonelada métrica de acero.
Emisiones, subproductos y residuos
En el horno de arco eléctrico (la fase de fabricación del acero), la chatarra se "carga", o se combina con DRI, arrabio (procedente de plantas de acero integradas) o piedra caliza, para añadir o eliminar impurezas en el acero que controlan sus propiedades (como la resistencia y la ductilidad). Los elementos que se separan del acero forman una escoria rica en óxidos metálicos y pequeñas cantidades de CO2 (insuficientes para ser capturadas económicamente) y otras emisiones de gases o partículas finas. La escoria es un subproducto residual que normalmente puede utilizarse en otros procesos industriales y, por lo tanto, plantea poco riesgo medioambiental.
Las emisiones de partículas emitidas por el horno de arco eléctrico (y, en menor medida, por otras fases del proceso de fabricación del acero) incluyen partículas compuestas de hierro y óxidos de hierro y, en función de la composición del hierro de origen, también podrían incluir metales pesados como zinc, cromo, níquel, plomo y cadmio. Contaminantes gaseosos como el NOx CO y SO2 también pueden emitirse. Estas emisiones pueden capturarse y depurarse de los flujos de escape de las instalaciones, para mantener las emisiones de las instalaciones por debajo de los límites regulados. Sin embargo, el mantenimiento y la supervisión periódica de las instalaciones son fundamentales para evitar las emisiones fugitivas.
Permisos reglamentarios:: Cuando se ubiquen en el condado de Kern, California, todos los proyectos se estudiarán mediante un proceso público y los impactos medioambientales serán revisados y mitigaran de acuerdo con la Ley de Calidad Ambiental de California (CEQA).
Una microfábrica de acero de 770,000 toneladas podría capturar entre 0 y 1 millón de toneladas métricas de CO2 anualmente, y utilizaría alrededor de
1.000 acres-pies de agua al año
y produciría emisiones de partículas y gases, aguas residuales que pueden reutilizarse y residuos sólidos en forma de escoria.
Lente económico
Costo operativo
Para comparar los costos de las distintas industrias de gestión del carbono, se utiliza un modelo de "evaluación de los costos durante la vida útil" (ECV). El ECV es el costo total por tonelada métrica de CO2 resultante del costo de construcción de la instalación (costos de capital), el costo de mantenimiento y mano de obra (costos operativos), y el costo de la energía (calor + electricidad), a lo largo de la vida útil de la planta. Sin embargo, para una microfábrica de acero, el costo de la captura de carbono es un añadido comparativamente pequeño al costo de construcción de la fábrica. Para simplificar, evaluamos por separado los costos de creación de la fábrica y los de captura de carbono de la fábrica. Una microfábrica de acero que utiliza chatarra y energía limpia (0 toneladas de CO2 por tonelada de acero) costaría entre $ 398 y 848 por tonelada de acero producida. Una chatarrería que utilizara la oxicombustión como fuente de energía costaría entre $ 407 y 903 por tonelada de acero producida, y el coste de las emisiones de CO2 sería de ~$ 68-112 por tonelada de CO2. Una planta que utilizara hierro reducido directamente (DRI) con captura de carbono en el punto de origen y oxicombustión costaría entre $ 532 y 974 por tonelada de acero producida, y el costo de las emisiones de CO2 sería de $ 38-112 por tonelada de CO2.
Para una microfábrica de acero de 770,000 toneladas que podría capturar hasta 1 millón de toneladas de CO2 al año:
- El costo de construcción oscilaría entre $ 460 y 1090 millones. A lo largo de la vida útil de la planta de acero, los costos de capital serían de ~$ 88-125 por tonelada de acero producida.
- Los costos fijos de operación (mano de obra, mantenimiento y otros gastos fijos) oscilarían entre $ 77 y 116 por tonelada de acero producida. El costo de las materias primas depende de si el hierro se obtiene principalmente de la chatarra ($ 192-557 por tonelada de chatarra) o de los gránulos de hierro para producir DRI ($ 81-154 por tonelada de hierro).
- Los costos energéticos también dependen del material utilizado. Los costos de la energía solar para una planta de chatarra-EAF son de $ 41-50/tonelada de acero, los del gas natural para una planta de chatarra-EAF son de $ 40-88/tonelada de acero y los del gas natural para una planta de DRI-EAF son de $ 211-461/tonelada de acero.
- La adición de la captura de carbono mediante oxicombustión en una planta de acero de chatarra alimentada con gas natural (o gas de síntesis o GNR) supondría entre $ 10 y 17 por tonelada de acero. La adición tanto de la captura de carbono por oxicombustión como de la captura de carbono en fuentes puntuales en un centro de DRI-EAF costaría entre $ 75 y 118/tonelada de acero.
Posibles fuentes de ingresos
Existen 3 fuentes potenciales de ingresos para la producción de acero:
- Venta de acero: El precio actual del acero en Estados Unidos es de $ 1249-1719 por tonelada, según el tipo de producto siderúrgico acabado, aunque este precio ha aumentado considerablemente desde 2020 debido a la inflación mundial y a los problemas de la cadena de suministro relacionados con la pandemia de Covid-19.
- Incentivos federales + estatales: El incentivo federal 45Q ofrece un beneficio fiscal para las emisiones de CO2 distintos de la captura directa en aire (DAC) de $ 85 por tonelada almacenada. Otra posibilidad, analizada más a fondo en el informe descargable, es sustituir el gas natural por hidrógeno como combustible de fábrica y agente reductor del hierro. Un crédito fiscal federal para la producción de hidrógeno con emisiones próximas a cero podría hacer que la tecnología ecológica del hidrógeno-acero fuera competitiva en costos con otros planteamientos, aunque esta técnica se encuentra aún en las primeras fases de desarrollo. Por último, tanto el gobierno federal como el de California han promulgado incentivos "Buy Clean", que obligan a los contratos de construcción federales y estatales a comprar materiales de construcción bajos en carbono, lo que aumenta la competitividad de estos productos de acero más caros.
- Mercados privados: Las empresas privadas han comprado almacenamiento de carbono a precios de entre $ 600 y 1,000 por tonelada de CO2 para los tipos de almacenamiento más seguros desde el punto de vista medioambiental.
De los dos tipos de incentivos de créditos de carbono, las instalaciones deben elegir entre los incentivos federales + estatales y los mercados privados, la misma tonelada de carbono capturada no puede optar a ambas fuentes de ingresos.
Una microfábrica de acero captura hasta 1 millón de toneladas métricas de CO2 costaría alrededor de
$ 38-112 por tonelada de CO2.
Incentivos federales y estatales (~$ 85/tonelada de CO2)
Mercado privado de créditos de carbono (>$ 600/ton CO2)
Introducción



Incubadora de I+D
Un centro de la escala prevista para este parque empresarial convertiría al condado de Kern en líder mundial del emergente sector industrial de la gestión del carbono. Al crear un espacio dentro del parque donde se cultiven nuevas ideas y relaciones entre la industria, los investigadores y las startups, Kern
County no sólo lideraría el desarrollo de la capacidad de captura de carbono, sino que también impulsaría la innovación en nuevas tecnologías de gestión del carbono.
Se concibe una incubadora de desarrollo e investigación situada dentro del parque industrial, como un espacio totalmente autorizado para que los recién llegados a las industrias de gestión del carbono innoven, pasen del laboratorio a un proyecto piloto y muestren prototipos de "prueba de concepto" que estén listos para seguir desarrollándose. Permitiría a estos recién llegados acceder a la tutoría y orientación técnica de un consorcio de socios industriales, organizaciones comunitarias e instituciones académicas y laboratorios nacionales de la región, entre ellos la Universidad Estatal de California en Bakersfield, el Distrito Universitario Comunitario del Condado de Kern, la Universidad de California, Merced y el Laboratorio Nacional Lawrence Livermore. Para las universidades locales, la incubadora proporcionaría instalaciones para el desarrollo de la mano de obra, oportunidades de trabajo de campo para estudiantes y profesores, y un nexo para la colaboración en investigación entre el mundo académico y la industria.
Introducción
BiCRS
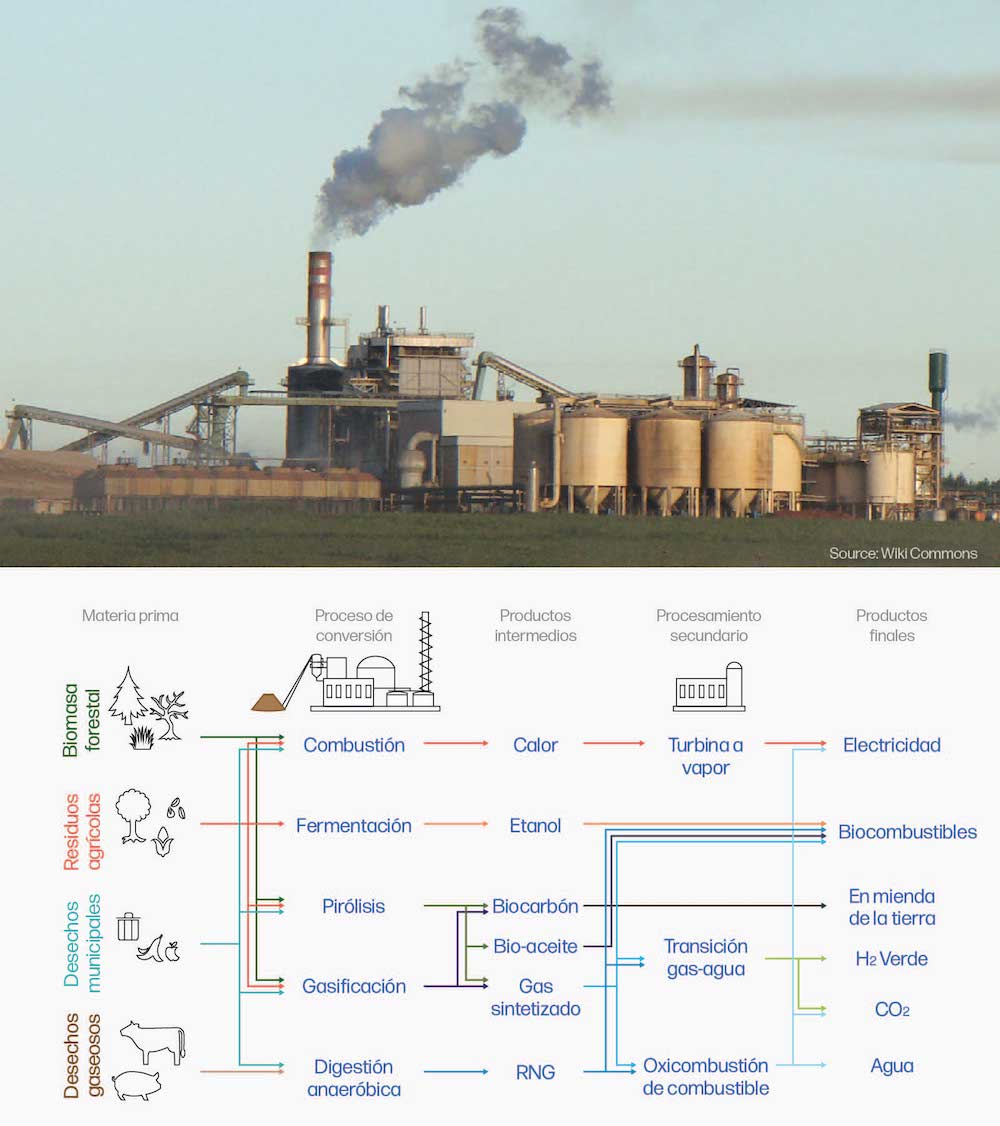
Extracción y almacenamiento de carbono de biomasa (BiCRS) toma el carbono capturado por las plantas a través de la fotosíntesis y evita que vuelva a entrar en la atmósfera almacenándolo bajo tierra. A menudo, en el proceso se crean subproductos útiles como combustibles, electricidad y enmiendas del suelo. Los proyectos BiCRS pretenden maximizar la cantidad de carbono capturado a partir de materiales orgánicos, mientras que su contrapartida, la Bioenergía con Captura y Almacenamiento de Carbono (BECCS)- utiliza procesos similares al tiempo que intenta maximizar la producción de energía a partir de la biomasa.
Existen múltiples procesos para transformar la biomasa en energía + subproductos de carbono, siendo la hoguera el más sencillo y el más utilizado. Desde el punto de vista industrial, la producción de bioenergía abarca desde procesos bioquímicos bien conocidos, como la conversión del maíz en etanol, hasta nuevos e innovadores procesos termoquímicos de alto calor, como la pirólisis y la gasificación. La pirólisis y la gasificación utilizan calor, presión y otros materiales para descomponer la materia orgánica. En la pirólisis, la biomasa se calienta a temperaturas de entre 500 y 700oC (~930-1300oF) en una cámara sin oxígeno para producir un sólido llamado biocarbón, un bioaceite líquido y un "syngas" compuesto de CO2, H2 CO e hidrocarburos ligeros. La velocidad y la temperatura de este proceso determinan la proporción de productos sólidos, líquidos y gaseosos. En la gasificación, la biomasa se calienta a temperaturas superiores a 700oC (~1300oF) con oxígeno en condiciones controladas, lo que provoca que la materia orgánica se descomponga en CO gaseoso, CO2 y H2 en lugar de combustionar. En cada uno de estos procesos, el CO2 (y CO convertido en CO2) puede separarse de los demás subproductos para su transporte y almacenamiento subterráneo.
Lente tecnológico
Desarrollo de la industria
- Fase de desarrollo: comercial inicial
- Instalaciones existentes en todo el mundo: 16
- Instalaciones en desarrollo en todo el mundo: 50
Necesidades energéticas
La energía necesaria para alimentar un centro BiCRS/BECCS que capture 1 millón de toneladas métricas de CO2 anual suele ser menor que la producción total de energía, lo que significa que a medida que los centros generan energía en forma de electricidad o combustibles sintéticos para los consumidores, pueden utilizar parte de la energía que generan para alimentar sus propias operaciones.
BiCRS/BECCS es capaz de generar unos 0.83 MWh de energía por cada tonelada métrica de CO2 capturada. Las estimaciones son aproximadas, ya que muchos proyectos de bioenergía sólo informan de su producción energética, no de la energía total generada ni de la cantidad utilizada para mantener sus reacciones de pirólisis o gasificación.
Debido a las altas temperaturas necesarias para la pirólisis o la gasificación, las instalaciones generalmente requieren una fuente de energía para calentarse. En el caso de BiCRS/BECCS, esta energía suele proceder de la propia biomasa, que contiene energía, o de los combustibles (gas de síntesis, hidrógeno u otros productos) que se producen en el sitio al descomponer la biomasa. Dependiendo del modelo, algunos pirolizadores necesitan combustible externo para iniciar el proceso, que se puede suministrarde fuentes renovables como el hidrógeno verde o el gas natural renovable (GNR).
Huella
Las instalaciones de BiCRS/BECCS suelen ocupar un espacio relativamente reducido, con 1 o 3 edificios grandes (de tres o más pisos de altura, para albergar el equipo del reactor), espacio para almacenar la biomasa antes de su procesamiento (puede ser en el interior, al aire libre o una combinación de ambos) y espacio para almacenar los subproductos que deban eliminarse o venderse. El elemento más alto suele ser una chimenea o una antorcha de gas, que pueden alcanzar los 100 pies de altura. Las estimaciones de la huella in situ de las instalaciones de BiCRS/BECCS han ido disminuyendo en la última década, y las instalaciones de pirólisis y gasificación son notablemente más pequeñas que las plantas de bioenergía.
Los principales requisitos de uso del suelo para un centro BiCRS/BECCS están dominados por el terreno requerido a generar biomasa. Dado que la mayoría de los centros esperan utilizar biomasa residuos, restos de operaciones agrícolas o forestales, esto no debería contribuir a la huella del terreno en el sitio.
Un centro BiCRS/BECCS que capture 1 millón de toneladas métricas de CO2 al año requiere
180-400 acres de espacio
y escasa o nula aportación de energía externa
La energía producida por un centro BiCRS/BECCS que capture 1 millón de toneladas métricas de CO2 al año podría abastecer a unos 75,000 hogares.
Lente social
Potencial de crecimiento del empleo
Potencial de crecimiento del empleoUn centro BiCRS/BECCS que capture 1 millón de toneladas métricas de CO2 al año podría generar entre 45 y 150 puestos de empleos permanentes en las áreas de operaciones y mantenimiento, que requerirían principalmente habilidades que son transferibles de otras industrias de empleos de reparación y mantenimiento industrial. Las estimaciones pueden variar dependiendo en función de los procesos específicos de cada centro.
Una nueva instalación de BiCRS/BECCS también generaría entre 1,000 y 4,000 empleos de construcción e instalacion en la región, así como empleos indirectos, como trabajos de instalación solar para cubrir las necesidades energéticas del centro.
Equidad de ubicación
Los niveles de ruido de las instalaciones de procesamiento de BiCRS/BECCS son relativamente bajos, ya que los equipos utilizados para los pirolizadores y gasificadores estan alojados dentro de edificios que pueden reducir la distribución del ruido. Los equipos al aire libre que pueden causar ruido incluyen cintas transportadoras y ventiladores en movimiento, que no son más ruidosos que los típicos equipos agrícolas. Una planificación cuidadosa del sitio puede reducir aún más la distribución del ruido de los equipos.
Un centro BiCRS/BECCS requiere importantes aportaciones diarias de materia prima: si la biomasa no se suministra por ferrocarril, aumentaría el tráfico local. CO2 en relación con la materia prima de biomasa es de aproximadamente 0.9-1.5, lo que significa que un centro que captura 1 millón de toneladas de CO2 al año necesitaría entre 1,800 y 3,000 toneladas diarias de materia prima. Eso supone entre 90 y 150 camiones con remolque cada día. Además, dependiendo de dónde se ubique la instalación, los empleados podrían tener que desplazarse largas distancias.
Un centro BiCRS/BECCS que capture 1 millón de toneladas métricas de CO2 podría producir
45-150 empleos permanentes en operaciones y mantenimiento
1,000-4,000 empleos en la construcción
+ miles de empleos indirectos
Lente medioambiental
Requerimientos de agua
Debido a la variedad de tipos de biomasa, temperatura, presión y otros factores que influyen en la descomposición de la biomasa en un centro BiCRS/BECCS, el uso de agua puede variar drásticamente. Para los procesos que mejoran los transformación de productos gaseosos en combustibles sintéticos combustible de hidrógeno, el uso de agua suele aumentar para ayudar a purificar la corriente de gas y generar los combustibles alternativos deseados. En algunos otros procesos, las instalaciones han descubierto que pueden producir un exceso de agua que puede utilizarse directamente para el riego u otros fines. Un ejemplo es la combustión de oxicombustible, un proceso que quema el gas de síntesis derivado de la pirólisis (u otras formas de metano) en un ambiente controlado en presencia de oxígeno, de forma que los subproductos son sólo una corriente pura de CO2 y agua, así como algo de electricidad. Un centro de este tipo podría desarrollarse conjuntamente con un centro BiCRS/BECCS con el único propósito de capturar CO2 de la biomasa, o podría utilizarse para generar calor o electricidad para industrias ubicadas en el mismo lugar, como la siderúrgica o la L-DAC.
Emisiones, subproductos y residuos
Se espera que las instalaciones BiCRS/BECCS produzcan pocas emisiones en el sitio que puedan ser peligrosas para el medio ambiente o la salud humana. Las instalaciones BiCRS/BECCS emiten partículas, así como NOx monóxido de carbono (CO) y compuestos orgánicos volátiles (COV). Sin embargo, estas emisiones pueden ser hasta un 95-99 % inferiores a las que se producirían si en su lugar se quemara la biomasa, como es típico en la limpieza de residuos forestales y agrícolas. Además, las emisiones de pirólisis y gasificación son mucho menores que las de las plantas de bioenergía o de conversión de residuos en energía, donde también se quema biomasa. En cualquier caso, es muy importante monitorear estas emisiones para mitigar la contaminación para los residentes locales.
No debería generarse una cantidad significativa de materiales peligrosos en los centros de BiCRS/BECCS, pero cualquier subproducto deberá eliminarse adecuadamente. Los residuos sólidos, como la materia orgánica gastada o los catalizadores, deberán depositarse en vertederos. Se pueden vender algunos otros productos: cenizas como fertilizante y biocarbón como enmienda de la tierra, aditivo de composta o catalizador químico.
Permisos reglamentarios: Cuando se ubiquen en el condado de Kern, California, todos los proyectos se estudiarán mediante un proceso público y los impactos medioambientales serán revisados y mitigaran de acuerdo con la Ley de Calidad Ambiental de California (CEQA).
Un centro BiCRS/BECCS que capture 1 millón de toneladas métricas de CO2 podría generar agua o utilizar hasta
266 acres-pies de agua al año
y produce una pequeña cantidad de residuos y emisiones
Lente económico
Costo de operación
Para comparar los costos a través de las industrias de gestión del carbono, se utiliza un modelo de "evaluación de los costos durante la vida útil" (ECV). El ECV es el costo total por tonelada métrica de CO2 resultante del costo de construcción del centro (costos de capital), el costo de mantenimiento y mano de obra (costos operativos), y el costo de la energía (calor + electricidad), a lo largo de la vida útil de la planta. Para un centro con promedio de BiCRS/BECCS que capture 1 millón de toneladas de CO2 por año:
- El costo de construcción oscilaría entre $ 350 y 1,200 millones. Si funcionara durante 30 años, los costos de capital a lo largo de la vida útil del centro serían de ~$ 30-189 por tonelada de CO2.
- Los costos anuales de operación están dominados por el costo de la materia prima de biomasa, que oscila entre $ 20 y 60. Los costos fijos de operativos(principalmente el personal y mantenimiento de rutina) suelen ser entre el 2 % y el 6 % de los costos de capital, es decir, entre $ 1 y 11. Los costos operativos variables de operación, que incluyen las materias primas distintas de la biomasa, la eliminación de residuos y el mantenimiento imprevisto, oscilan entre $ 10 y 27 por tonelada de CO2.
- Los costos de energía son insignificantes.
Fuentes potenticales de ingresos
Hay 4 fuentes potenciales de ingresos para BiCRS/BECCS:
- Vender energía: El objetivo de los proyectos BECCS es maximizar la producción de energía de la conversión de biomasa y vender una variedad de productos incluyendo electricidad, etanol y combustibles sintéticos, que podrían sustituir con bajas emisiones de carbono a sectores difíciles de electrificar, como el transporte marítimo y la aviación. Un producto notable de BiCRS es el hidrógeno gaseoso (H2), que, además de CO2 se genera a través de la gasificación. Esto se puede vender con fines de lucro como combustible o materia prima química, y se explica con más detalle en la sección Producción de hidrógeno, Biomasa.
- Venta de subproductos: La pirólisis de la biomasa (y a veces la gasificación) genera biocarbón sólido, que puede venderse como enmienda para el suelo, aditivo para compost o catalizador químico.
- Incentivos federales y estatales: El incentivo federal 45Q proporciona un beneficio fiscal para la captura y el almacenamiento de CO2 de $ 85 por tonelada almacenada permanentemente para procesos de captura distintos de la captura directa en aire (DAC). El estándar de combustibles bajos en carbono (LCFS) de California acredita las tecnologías que reducen las emisiones de gases de efecto invernadero derivadas del transporte, y puede proporcionar créditos a los fabricantes de combustibles alternativos bajos en carbono o a los centros que suministran electricidad baja en carbono para los usuarios del transporte. Entre 2018 y 2022, el crédito LCFS ha oscilado entre $ 62 y 218.
- Mercados privados: Las empresas privadas han comprado almacenamiento de carbono a precios de entre $ 600 y 1,000 por tonelada de CO2 para los tipos de almacenamiento más seguros para el medioambiente.
De estos dos tipos de incentivos de créditos de carbono, las instalaciones deben elegir entre los incentivos federales + estatales y los mercados privados, la misma tonelada de carbono capturada no es elegible para ambas fuentes de ingresos.
Un centro BiCRS/BECCS que capture 1 millón de toneladas métricas de CO2 construida hoy costaría
$61-288 por tonelada de CO2
Incentivos federales + estatales
(~$ 147-303/tonelada de CO2)
Mercado privado de créditos de carbono
(> $ 600/ton CO2)
Introducción
Hidrógeno verde a partir de biomasa
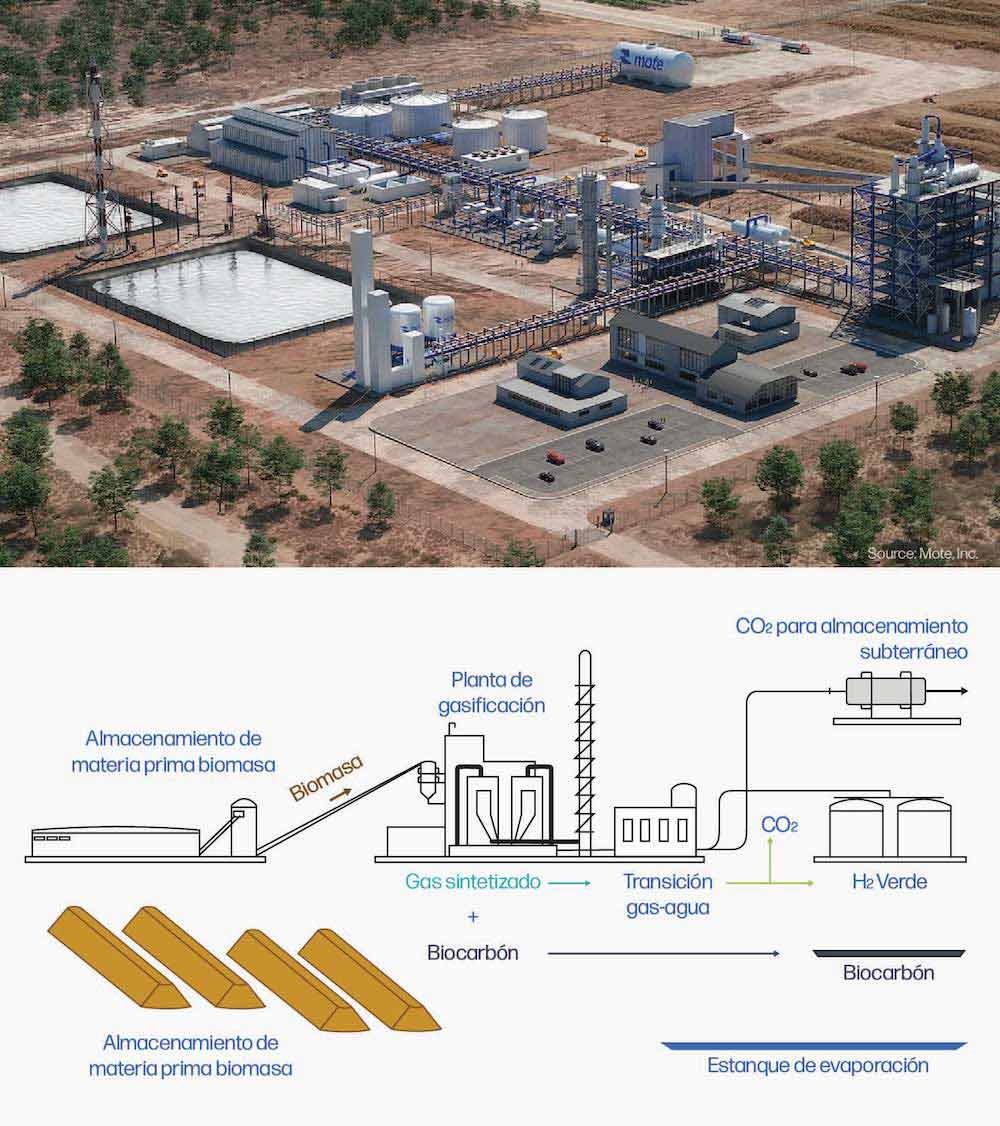
La producción de hidrógeno a partir de biomasa es un tipo de tecnología verde del hidrógeno, en el sentido de que puede producirse sin emitir CO2 a la atmósfera (la otra forma de hidrógeno verde es la electrólisis). El hidrógeno verde procedente de la biomasa utiliza un proceso de varios pasos para descomponer los materiales orgánicos en hidrógeno y dióxido de carbono. En el primer paso, la gasificación, la materia orgánica se calienta a temperaturas superiores a 700oC (~1300oF) en presencia de oxígeno y en condiciones controladas, lo que hace que la materia orgánica se descomponga en gas de síntesis, una mezcla de CO, CO2 y H2, en lugar de quemarse. Un segundo paso, denominado reacción de desplazamiento de agua-gas, hace reaccionar el CO con agua para formar más CO2 y H2. Luego, el hidrógeno puede venderse como hidrógeno verde, mientras que el CO2 se captura para su almacenamiento subterráneo o su uso en productos de vida larga.
Una reacción similar puede convertir el metano (gas natural) en hidrógeno, en lugar de biomasa como material de partida, en un proceso conocido como reformado de metano con vapor (SMR). Sin embargo, incluso con la captura y el almacenamiento de carbono integrados en los procesos SMR (un proceso conocido como hidrógeno azul), sólo puede capturarse entre el 44 % y el 88 % de las emisiones de carbono, por lo que el proceso sigue siendo emisor de carbono neto.
Lente tecnológico
Desarrollo de la industria
- Etapa de desarrollo: inicial
- Centros existentes en todo el mundo: 0
- Centros en desarrollo a mnivel mundial: 4
Requerimientos de Energía
Un centro de gasificación de biomasa que produce 1 millón de toneladas de CO2 para su captura puede producir unas 70,000 toneladas de hidrógeno si se alimenta totalmente a través de una fuente de energía externa. Para que un centro sea autosuficiente (es decir, que no necesite ningún aporte energético externo), se necesita alrededor de el 30 % del gas de síntesis producido en la fase de gasificación de la producción de hidrógeno. En este caso, por cada millón de toneladas de CO2 producido, sólo se producen unas 50,000 toneladas de hidrógeno. El hecho y el grado de utilización del gas de síntesis producido o de fuentes de energía externas depende del costo relativo de las fuentes de energía disponibles y del valor de mercado del hidrógeno verde.
La mayor parte de la energía necesaria para la producción de hidrógeno de biomasa se utilizan para alcanzar el calor y la presión necesarios para gasificar la materia prima orgánica. La cantidad exacta de energía térmica necesaria es difícil de determinar, ya que el proceso aún es relativamente nuevo. Además, como la mayoría de las instalaciones cubren esta necesidad energética con su propio suministro de gas de síntesis, a menudo no se informa de ella. Independientemente de la escala de los requisitos de energía térmica, si se utilizara energía solar, sería necesario combinarla con baterías de calor, lo que probablemente la haría antieconómico en comparación con la utilización de una parte del gas de síntesis. En cuanto a la demanda de electricidad, la mayoría de las instalaciones se conectan a la red o instalan sus propios paneles solares para satisfacer cualquier demanda eléctrica. Para un centro que capture 1 millón de toneladas métricas de CO2 la capacidad solar estimada sería de 135 MW, ocupando ~945 acres.
Huella
Un centro de gasificación de biomasa suele ser bastante pequeña y puede ser contenida en sólo unos pocos edificios, con una antorcha de gas en el sitio y estanques de evaporación para manejar cualquier residuo. Las estimaciones de la huella de los centros basados en la biomasa han ido disminuyendo en la última década. Las necesidades primarias de uso del terreno están dominadas por la tierra necesaria para generar biomasa y energía renovable para apoyar la producción de hidrógeno. Dado que muchas instalaciones pretenden utilizar biomasa residual o sobrante de operaciones agrícolas o forestales, esto no debería contribuir a la huella de terreno en el sitio y no se incluyen en esta estimación.
Un centro de producción de hidrógeno de biomasa que captura 1 millón de toneladas métricas de CO2 anualmente requiere
~180 acres de espacio
y 0-950 acres de energía solar
+ almacenamiento en baterías
La energía necesaria para alimentar un centro de producción de hidrógeno a partir de biomasa que capture 1 millón de toneladas métricas de CO2 al año podría abastecer a alrededor de 35,500 hogares
Lente social
Potencial de crecimiento del empleo
Un centro de producción de hidrógeno a partir de biomasa que captura 1 millón de toneladas métricas de CO2 al año podría generar entre 45 y 150 puestos de trabajo permanentes en las tareas de operación y mantenimiento, que requieren habilidades que son transferibles de otros sectores industriales de reparación y mantenimiento.
Al igual que otras tecnologías BiCRS/BECCS, una nueva planta de producción de hidrógeno a partir de biomasa también generaría en la región entre 1,000 y 4,000 puestos de trabajo en la construcción y la instalación, así como empleos indirectos, como la instalación de paneles solares y baterías para cubrir las necesidades energéticas de la planta.
Equidad de ubicación
Al igual que en otros centros de BiCRS, los niveles de ruido de la producción de hidrógeno a partir de biomasa son relativamente bajos. Los principales componentes del ruido son las cintas transportadoras y los ventiladores del gasificador. El gasificador se aloja en el interior de un edificio, lo que amortigua el ruido, de modo que el ruido ambiental del exterior no se ve afectado. El diseño para mitigar la exposición acústica de los trabajadores con materiales absorbentes y la obligación de que lleven protección auditiva en el lugar de trabajo pueden reducir aún más el impacto acústico. El impacto del ruido en las comunidades locales dependerá de la distancia a las zonas urbanas, ya que el sonido se difunde rápidamente con la distancia.
Dependiendo de dónde se ubique un centro de hidrógeno de biomasa, el tráfico local podría aumentar debido a la necesidad de proporcionar materia prima y puestos de trabajo nuevos, y esos empleados podrían tener que hacer largos desplazamientos. Al igual que otros centros de BiCRS, la producción de hidrógeno a partir de biomasa requiere una cantidad significativa de materia prima suministrada diariamente. Para un centro que capture 1 millón de toneladas de CO2 al año, se necesitan alrededor de 1,800 toneladas diarias de materia prima (unos 90 camiones con remolque). La carga de tráfico añadida podría reducirse si las materias primas se suministraran por ferrocarril.
Un centro de producción de hidrógeno a partir de biomasa que captura 1 millón de toneladas métricas de CO2 podría producir
45-150 empleos permanentes en operaciones y mantenimiento
~1,000-4,000 empleos en la construcción
+ miles de empleos indirectos
Lente medioambiental
Necesidades de agua
Aunque los investigadores están trabajando para reducir los requisitos de agua necesarios para la producción de hidrógeno mediante la gasificación de biomasa, actualmente, el agua se utiliza para llevar a cabo la reacción de cambio agua-gas para generar hidrógeno y CO2 a partir del CO producido durante la fase de gasificación, y para purificar los productos gaseosos. Algunas formas de gasificación utilizan vapor o agua supercrítica también, lo que puede aumentar la demanda total de agua. Los centros más conservadoras utilizan cantidades aproximadamente iguales de biomasa y agua en su proceso. En la actualidad se está investigando la posibilidad de utilizar aguas residuales u otras aguas regeneradas en el proceso de gasificación para minimizar el impacto sobre los recursos de agua dulce. Si se utiliza para purificar gas, el agua suele almacenarse en estanques de evaporación en el sitio, y, con el equipo adecuado, podría tratarse para su reutilización.
Emisiones, subproductos y residuos
Los centros de producción de hidrógeno a partir de biomasa se basan en la gasificación, por lo que generan una pequeña cantidad de diversos contaminantes atmosféricos, incluyendo partículas, NOx monóxido de carbono (CO) y compuestos orgánicos volátiles (COV). La concentración de estos contaminantes en las emisiones del proceso es hasta un 95-99 % inferior a la que se emite a través de la combustión de biomasa que se produce durante la quema de cultivos o en las centrales eléctricas bioenergéticas tradicionales.
No debería generarse una cantidad significativa de materiales peligrosos en las instalaciones de producción de hidrógeno a partir de biomasa. Los estanques de evaporación gestionan el vertido de aguas residuales, la mayoría de los subproductos (como las cenizas) pueden venderse; los elementos que se reemplazan con menos frecuencia, como el catalizador usado, pueden depositarse en vertederos o ser reciclados por el fabricante, dependiendo del material.
Permisos reglamentarios: Cuando se ubiquen en el condado de Kern, California, todos los proyectos se estudiarán mediante un proceso público y los impactos medioambientales serán revisados y mitigaran de acuerdo con la Ley de Calidad Ambiental de California (CEQA).
Un centro de producción de hidrógeno a partir de biomasa que captura 1 millón de toneladas métricas de CO2 utilizaría
entre 266 y 1,840 acres-pies de agua al año
y produciría emisiones mínimas, pero algunos subproductos residuales
Economic
Costo de operación
Para comparar los costos a través de las industrias de gestión del carbono, se utiliza un modelo de "evaluación de los costos durante la vida útil" (ECV). El ECV es el costo total por tonelada métrica de CO2 resultante del costo de construcción de la instalación (costos de capital), el costo de mantenimiento y mano de obra (costos operativos), y el costo de la energía (calor + electricidad), a lo largo de la vida útil de la planta. Un centro de producción de hidrógeno a partir de biomasa que produce 1 millón de toneladas de CO2 tendría un costo nivelado de entre $ 2.50 y 3.60 por kilogramo de hidrógeno producido, lo que se traduce en un rango estimado de entre $ 125 y 257 por tonelada métrica de CO2 capturado. Con el aumento de la capacidad de las centrales, los costos del CO2 podrían reducirse hasta en un 50 %, pero el potencial de capacidad de un centro de biomasa de hidrógeno se ve limitada por la materia prima de biomasa disponible en la región.
Para un centro media de producción de hidrógeno a partir de biomasa que capture 1 millón de toneladas de CO2 al año:
- El costo de construcción sería de entre $ 278 y 328 millones. Si funcionara durante 30 años, los costos de capital a lo largo de la vida útil de la instalación serían de unos $ 24-52 por tonelada de CO2.
- Los costos operativos oscilarían entre $ 60 y 101 millones. La materia prima representa la mayor parte de este costo, con unos $ 44 millones anuales. Las siguientes grandes categorías de costos provienen de los gastos en productos químicos, materiales y servicios públicos, mientras que la mano de obra, el mantenimiento y el tratamiento de residuos representan una pequeña parte de los gastos de operación.
- Los costos energéticos son variables. Las centrales autosuficientes, es decir, que pueden satisfacer sus propias necesidades energéticas, son las más caras de construir, pero tienen los costos operativos más bajos. Las centrales que reciben una parte o la totalidad de su energía de fuentes externas suelen ser más baratas de construir, pero más caras de operar y mantener.
Fuentes potenciales de ingresos
Hay 4 fuentes potenciales de ingresos para la producción de hidrógeno a partir de biomasa:
- Vendiendo hidrógeno: La gasificación de la biomasa genera hidrógeno gaseoso (H2), además de CO2. Este hidrógeno puede venderse como combustible o materia prima química. En la actualidad, el hidrógeno generado a partir de la gasificación de biomasa no es competitivo con las formas de producción de hidrógeno que emiten carbono, como el hidrógeno gris o azul, que cuestan entre $ 1 y 2 por kilogramo (véase el informe para más detalles). Sin embargo, la venta de subproductos y los incentivos financieros añadidos para la captura de carbono pueden contribuir a hacer de la gasificación de la biomasa una ruta viable de bajas emisiones de carbono para la producción de hidrógeno.
- Venta de subproductos: La gasificación de la biomasa también genera subproductos, como las cenizas, que pueden recogerse del gasificador y venderse como fertilizante.
- Incentivos federales + estatales: El incentivo federal 45Q proporciona un beneficio fiscal para los procesos de captura y almacenamiento de CO2 distintos de la captura directa en aire (DAC) de $ 85 por tonelada almacenada. Se espera que un incentivo federal específico para el hidrógeno establecido por la Ley de Reducción de la Inflación en 2022, la Sección 45V, otorgue un crédito fiscal de $ 3/kg de hidrógeno para un proceso de producción de hidrógeno con emisiones próximas a cero, pero el Departamento del Tesoro aún está estableciendo las reglas para elegibilidad. Los productores pueden elegir entre los créditos fiscales 45Q y 45V, pero no pueden recibir ambos. Estandar de combustibles bajos en carbono (LCFS) de California: acredita las tecnologías que reducen las emisiones de gases de efecto invernadero derivadas del transporte. El hidrógeno es un combustible alternativo elegible si se vende para el transporte en California. Entre 2018 y 2022, el crédito LCFS ha oscilado entre $ 62 y 218.
- Mercados privados: Las empresas privadas han comprado almacenamiento de carbono a precios de entre $ 600 y 1,000 por tonelada de CO2 para los tipos de almacenamiento más seguros desde el punto de vista medioambiental.
De estos dos tipos de incentivos de créditos de carbono, las instalaciones deben elegir entre los incentivos federales + estatales y los mercados privados, la misma tonelada de carbono capturada no es elegible para ambas fuentes de ingresos.
Un centro de producción de hidrógeno a partir de biomasa que captura 1 millón de toneladas métricas de CO2 construida hoy costaría alrededor de
$ 125-257 por tonelada de CO2
incentivos federales + estatales
(~$ 147-303/tonelada de CO2 o $ 3/kg H2)
Mercado privado de créditos de carbono
(> $ 600/ton CO2)
Agricultura
¿En qué consiste la tecnología y cómo funciona?
Las prácticas agrícolas pueden interrelacionarse con la gestión del carbono de muy formas muy diversas. BiCRS y BECCS son industrias de gestión del carbono que dependen de la biomasa como cultivos, residuos de cultivos o estiércol para alimentar sus operaciones. Pueden convertir la biomasa para crear electricidad, hidrógeno y otros biocombustibles.
Independientemente de las tecnologías industriales de gestión del carbono, la implementación de prácticas agrícolas sostenibles como los campos con labranza baja o nula, los cultivos de cobertura y los sensores de control pueden convertir la agricultura en una técnica de gestión del carbono por sí misma, removiendo carbono de la atmósfera, al tiempo que se mejora la calidad del suelo y se reduce el uso de fertilizantes y agua.
¿Por qué se ubicaría junto a la tecnología de gestión del carbono?
La ubicación conjunta de la agricultura con los centros industriales de gestión del carbono puede generar relaciones mutuamente beneficiosas. Por ejemplo, las instalaciones de BiCRS que necesitan materias primas de biomasa pueden abastecerse de biomasa residual de agricultores locales y suministrar a las granjas biocarbón, un aditivo para el suelo que puede sustituir a los fertilizantes sintéticos. El biometano, también conocido como gas natural renovable o GNR, se produce mediante la descomposición de biomasa (como el estiércol lácteo), y puede utilizarse como materia prima para algunos procesos de BiCRS, o como combustible con captura de carbono para industrias ubicadas en el mismo lugar. También puede haber potencial para compartir agua y tierra entre usos.
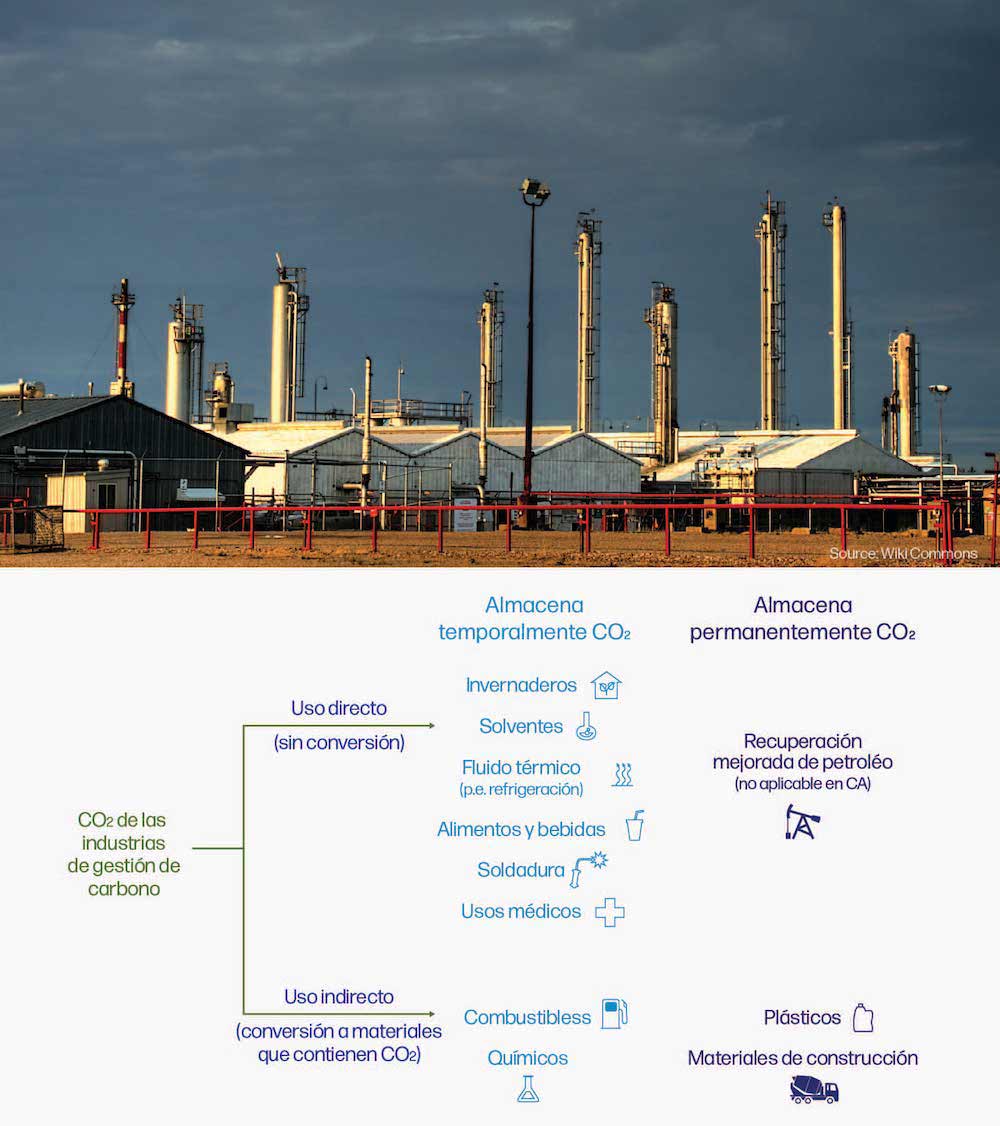
Además, el propio dióxido de carbono puede ser beneficioso para algunas empresas agrícolas. El dióxido de carbono puede ayudar a promover un mayor crecimiento de las plantas, por lo que algunos invernaderos compran carbono capturado para aplicarlo a sus plantas y aumentar el rendimiento de los cultivos.
¿Cuáles son las consideraciones técnicas?
En el caso de las prácticas de gestión del carbono basadas en la tecnología, como BiCRS y BECCS, el papel de los socios agrícolas es más logístico que técnico. Las granjas que suministran biomasa residual tendrían que concentrar detalles con los operadores de las instalaciones BiCRS/BECCS, como el acceso a la tierra, los precios y la transferencia de residuos de biomasa a los centros (y del biocarbón de éstas), pero esto no debería ser técnicamente complejo.
Otras tácticas de gestión del carbono para las granjas, como los sensores, los enfoques de labranza cero o labranza baja, o los cultivos de cobertura, son todas vías tecnológicamente maduras para reducir las emisiones y/o la intensidad de recursos. Los detalles de estas prácticas quedan fuera del ámbito de este trabajo, pero puede obtenerse más información en el Departamento de Agricultura de Estados Unidos.
¿Cuáles son las consideraciones sociales y medioambientales?
Con el creciente interés en áreas como la bioenergía (BECCS) y los biocombustibles, cada vez hay más presión para pasar de cultivar para la alimentación, como el maíz o la soja, a cultivar para apoyar a las industrias de la biomasa. El sector agrícola de Kern es una de las principales fuentes nacionales de nueces, frutas y verduras, por lo que el cambio a los cultivos para combustible supondría una pérdida drástica para la variedad y cantidad de estos alimentos cultivados en el país. Los gobiernos y los socios en la gestión del carbono deben garantizar que el suministro de biomasa en la región dé prioridad a la biomasa residual, en lugar de alentar cambio a cultivos menos biodiversos.
Además, el uso de biomasa residual para la gestión del carbono es una alternativa productiva a la quema de residuos de cultivos, que libera contaminantes atmosféricos como SO2 óxidos nitrosos (NOx) y partículas, que constituyen un riesgo especial para la salud de la comunidad regional. Entre 2000 y 2020 se quemaron en el Valle de San Joaquín entre 200,000 y 1,200,000 toneladas de residuos agrícolas cada año. La Junta de Recursos Atmosféricos de California (CARB) ha ordenado la eliminación progresiva de las quemas agrícolas para 2024, lo que significa que se requrirán alternativas de eliminación para los residuos agrícolas de la región.
¿Cuáles son las consideraciones económicas?
Ante los posibles efectos del cambio climático, como la menor disponibilidad de agua y el aumento de las temperaturas, es posible que la agricultura del condado de Kern tenga que adaptarse a circunstancias cambiantes. Compartir tierras con prácticas de gestión del carbono, o vender las asignaciones de agua disponibles o los suministros de biomasa residual a estas industrias, podrían ser opciones para con el tiempo aumentar los ingresos agrícolas existentes.


Energía limpia
¿En qué consiste la tecnología y cómo funciona?
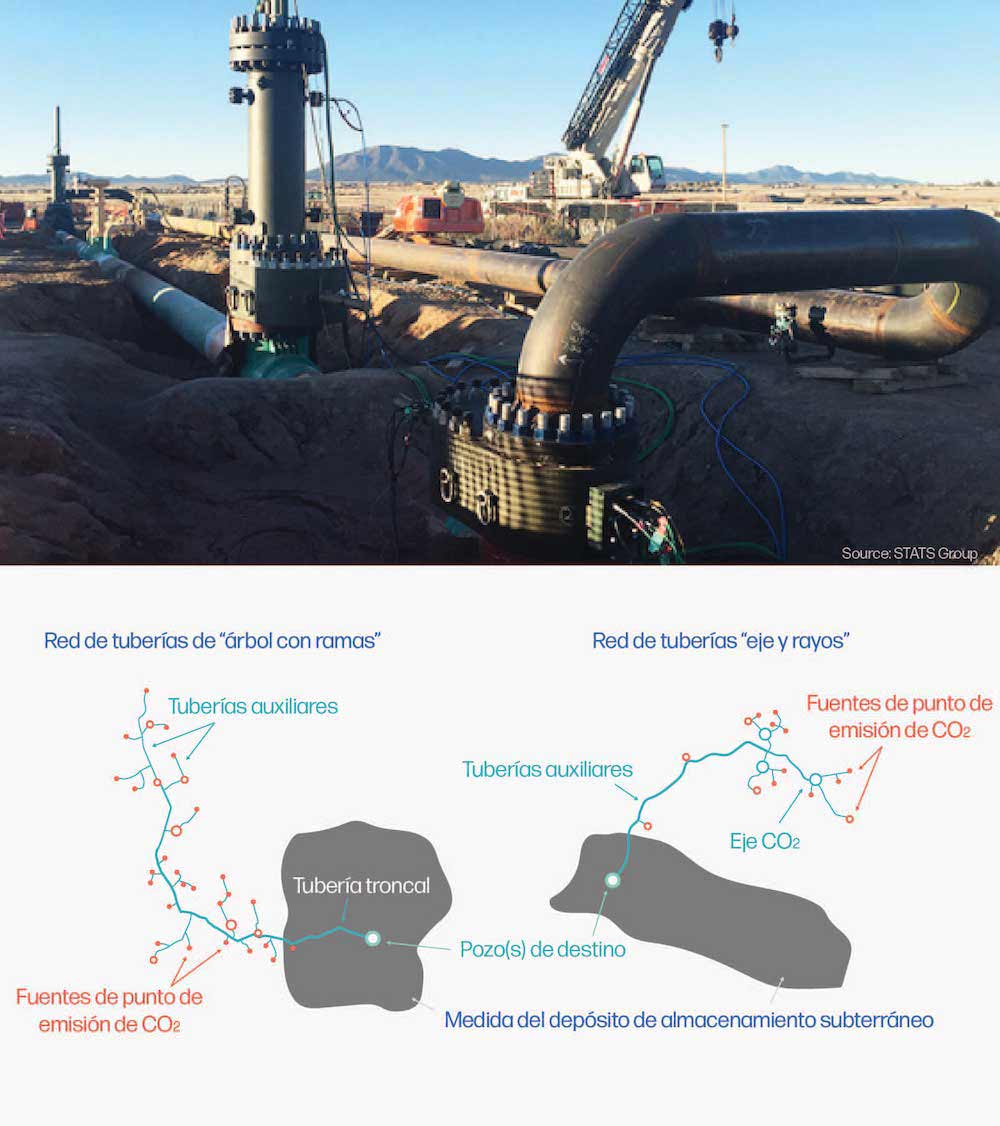
Las tuberías de acero son la opción de transporte más común para trasladar el dióxido de carbono largas distancias por tierra. El CO2 puede circular por tuberías en forma de gas, líquido, sustancia en fase densa o fluido supercrítico. En primer lugar, el CO2 se purifica y se lleva a una temperatura y presión adecuadas para su transporte. El CO2 puede desplazarse por la tubería de forma pasiva, basándose en la presión y la gravedad, o con la ayuda de bombas a lo largo de la línea. Las tuberías suelen existir en una red local, ya sea con un modelo de "árbol con ramas" o de "centro y radio".
¿Por qué se ubicaría junto a la tecnología de gestión del carbono?
Para garantizar un beneficio climático de la captura de CO2, es necesario evitar que el dióxido de carbono atrapado vuelva a la atmósfera. Los oleoductos suelen ser el mecanismo más eficaz y rentable para trasladar el dióxido de carbono entre las fuentes (en este caso, las industrias que capturan o generan dióxido de carbono) y los sumideros, como el almacenamiento o el uso subterráneo.
¿Cuáles son las consideraciones técnicas?
La huella de CO2 debe ser invisible a nivel del suelo: las tuberías suelen colocarse a un metro bajo la superficie.
En comparación con las industrias de captura dentro de un parque de gestión del carbono, el uso de energía de las tuberías sería mínimo, especialmente si la ruta está diseñada para mantener la presión adecuada y utilizar la gravedad para mantener el CO2 en movimiento a través de la tubería. El mayor aporte energético del proceso sería la compresión del CO2 para su transporte, y oscila entre 90 y 120 kWh por tonelada métrica de CO2 (aproximadamente la necesaria para abastecer de electricidad a una vivienda durante 1-2 días), en función de las condiciones de presión y temperatura requeridas del sistema de tuberías. El CO2 podría ser responsabilidad del operador del gasoducto o de la industria de captura.
¿Cuáles son las consideraciones sociales y medioambientales?
En el caso del CO2 destacan dos consideraciones sociales y medioambientales: el potencial de crecimiento del empleo y la seguridad. La construcción de un sistema de tuberías desde un parque de gestión de carbono hasta un lugar de almacenamiento generaría cientos de puestos de trabajo temporal. La supervisión y el mantenimiento de una red local de oleoductos creará probablemente entre 8 y 20 puestos de trabajo permanentes con salarios elevados, los cuales requieren una combinación de cualificaciones similar a la existente en los oleoductos y otros empleos de la industria pesada.
En cuanto a la seguridad, el dióxido de carbono es tóxico para la salud humana y animal en altas concentraciones y, como es más denso que el aire, el dióxido de carbono liberado por una tubería con fugas no se disipará; se hundirá en zonas bajas y podría afectar a los residentes. Síntomas de la exposición a CO2 incluyen náuseas y mareos y, en concentraciones muy elevadas, son mortales. Así pues, para garantizar el funcionamiento seguro y continuo de un sistema de gasoductos de CO2, es importante adoptar una serie de medidas de seguridad, como la vigilancia sísmica y computacional, los dispositivos antifractura y la colocación de aromas o colores en el flujo de gas para facilitar su identificación. Otras medidas de seguridad consisten en alejar los oleoductos del desarrollo urbano o soterrarlos. Muchas de estas medidas de seguridad ya son habituales en los sistemas de tuberías que transportan materiales peligrosos, como productos petrolíferos, gas natural y productos químicos.
La agencia federal encargada de regular el transporte de dióxido de carbono por tuberías, la PHMSA, está actualizando las normas para las emisiones de CO2 con el fin de reforzar la seguridad de los oleoductos y gasoductos, incluidos los requisitos específicos relativos a la preparación y respuesta en caso de emergencia para los residentes situados en las proximidades de los oleoductos y gasoductos.
Permisos reglamentarios: Cuando se ubiquen en el condado de Kern, California, todos los proyectos se estudiarán mediante un proceso público y se revisarán y mitigarán las repercusiones medioambientales de conformidad con la Ley de Calidad Medioambiental de California (CEQA).
¿Cuáles son las consideraciones económicas?
Los costos previstos para el transporte de dióxido de carbono oscilan entre $ 10 y 20 por tonelada de dióxido de carbono. Los oleoductos con pocas curvas en el trazado y que evitan las zonas densamente edificadas, como las ciudades y los suburbios, son los más eficientes desde el punto de vista económico. En general, las distancias más cortas y los mayores diámetros de las tuberías también disminuyen el costo por tonelada de transporte de dióxido de carbono. Además, desde el punto de vista de los sistemas, la creación de un único sistema de tuberías de gran diámetro a partir de un centro de gestión del carbono, como un parque industrial, en lugar de instalar muchas tuberías de pequeño diámetro a partir de CO2 es mucho más rentable.
Para desarrollar el sistema de gasoductos, los operadores necesitan obtener derechos de paso para todos los segmentos del recorrido del gasoducto, lo que resulta más rentable con menos propietarios y en zonas más rurales. En cuanto a la financiación, las empresas operadoras de gasoductos tendrían que negociar tarifas de transporte con las empresas que capturan o secuestran carbono para compensar los costos de construcción y, eventualmente, generar ingresos. Así pues, a efectos de un parque empresarial de gestión del carbono, los gasoductos deben considerarse un costo añadido por tonelada de CO2 al considerar la viabilidad económica de cada industria potencial de gestión del carbono.
¿En qué consiste la tecnología y cómo funciona?
Las baterías están diseñadas para almacenar energía eléctrica o térmica generada a partir de fuentes intermitentes (como la eólica o la solar) hasta que sea necesario utilizarla. Hay muchos tipos de baterías que almacenan energía en forma de electricidad, como las de iones de litio, las de metal-aire, las de flujo redox, las de sales fundidas y las de aire comprimido. La mayoría de estos sistemas utilizan varios elementos químicos que van y vienen a través de un medio para "cargar" y "descargar" electrones, produciendo electricidad. El almacenamiento de energía térmica se basa en el almacenamiento de energía en forma de calor en ladrillos, rocas, agua o sales en un entorno aislado, para luego liberar ese calor más tarde, a menudo mediante la interacción con agua fría para generar vapor.
¿Por qué se ubicaría junto a la tecnología de gestión del carbono?
El almacenamiento en baterías puede ayudar a las instalaciones de gestión del carbono a funcionar de forma continua durante el día y la noche, a pesar de las irregularidades en el suministro de fuentes de energía renovables como la solar o la eólica. El almacenamiento en baterías también podría ayudar a almacenar el calor residual latente o la energía eléctrica generada por algunos procesos de gestión del carbono y redistribuir esta energía a otras partes del parque de gestión del carbono, lo que permitiría reutilizar la energía y reducir los costos y la demanda de recursos de las operaciones.
¿Cuáles son las consideraciones técnicas?
El tamaño, la complejidad y la disponibilidad comercial de las distintas tecnologías de almacenamiento de energía varían considerablemente. Por ejemplo, las baterías de iones de litio se comercializan desde principios de los años 90 y su costo ha disminuido rápidamente desde entonces. Existen en una gran variedad de tamaños: pueden alimentar un teléfono móvil o un cepillo de dientes eléctrico, ¡¡pero también pueden servir para el almacenamiento a gran escala! En un reciente proyecto piloto de iones de litio en Sacramento, California, se han instalado seis baterías del tamaño de un contenedor para almacenar 8 MWh de electricidad, suficiente para abastecer a 800 hogares durante dos horas. Sin embargo, con una vida útil de 7 a 10 años, las baterías de iones de litio tienen una vida más corta que otros medios de almacenamiento que se encuentran en fases más tempranas de desarrollo. Qué batería será la más eficaz para el almacenamiento de servicios públicos en el condado de Kern dependerá de cómo se desarrolle la tecnología en los próximos años, centrándose en optimizar los sistemas para que tengan una larga vida útil, así como para que sean fáciles de mantener y sustituir, seguros para el uso rutinario, adecuados para el calor del desierto y rentables.
¿Cuáles son las consideraciones sociales y medioambientales?
Por lo general, los proyectos de almacenamiento de energía crean pocos puestos de trabajo in situ una vez construidos; la mayoría de los empleos que se crean son codificadores de software y empleados de mantenimiento. Para mantener estos puestos de trabajo en el ámbito local, se necesitarían incentivos políticos o un lenguaje contractual que diera prioridad a la contratación local. Las instalaciones de baterías pueden ser un bien comunitario, ya que pueden servir para estabilizar la falta de fiabilidad de la red eléctrica, los beneficios de esto fuera del uso industrial dentro de un parque de gestión del carbono dependerían de la escala de la instalación de almacenamiento de baterías.
No se ha documentado ningún impacto en la contaminación atmosférica de las instalaciones de almacenamiento de energía a gran escala. El mayor riesgo potencial de las instalaciones de almacenamiento de baterías es el sobrecalentamiento, que puede crear peligro de incendio. Sin embargo, este riesgo puede mitigarse mediante el cumplimiento de la política estatal y federal y una gestión diligente del emplazamiento.
En cuanto al ciclo de vida completo de las pilas, suele haber una intensa actividad minera para aprovechar los materiales necesarios, así como residuos electrónicos al final de la vida útil de la pila. Existe una incipiente industria de reciclaje de baterías que puede mitigar parcialmente ambos problemas. Las baterías también deben utilizarse para alojar energía muy baja en carbono o renovable, a fin de aportar beneficios climáticos.
Permisos reglamentarios: Cuando se ubiquen en el condado de Kern, California, todos los proyectos se estudiarán mediante un proceso público y se revisarán y mitigarán las repercusiones medioambientales de conformidad con la Ley de Calidad Medioambiental de California (CEQA).
¿Cuáles son las consideraciones económicas?
En 2021, el costo nivelado estimado de las tecnologías de almacenamiento en baterías térmicas y eléctricas a escala de red oscilaba entre 0.10 y 1.30 USD/kWh. (A modo de comparación, la electricidad de la red en California cuesta entre 0.12 y 0.65 USD/kWh, y el almacenamiento en baterías debe combinarse con el costo de producción de energía eólica o solar, unos 0.03-0.05 USD/kWh) Con el tiempo, se espera que la rentabilidad de los proyectos de almacenamiento en baterías a gran escala mejore drásticamente. California ya está exigiendo a las empresas de servicios públicos del Estado que desplieguen más proyectos de almacenamiento a gran escala, fomentando las economías de escala. Los costos de estos sistemas también están mejorando rápidamente: por ejemplo, los costos de las baterías de iones de litio se redujeron a la mitad entre 2014 y 2018, una tendencia que no es infrecuente entre las tecnologías de almacenamiento de energía. Entre los mandatos políticos y las tendencias favorables del sector, se espera que los proyectos de almacenamiento en baterías sean cada vez más viables económicamente.
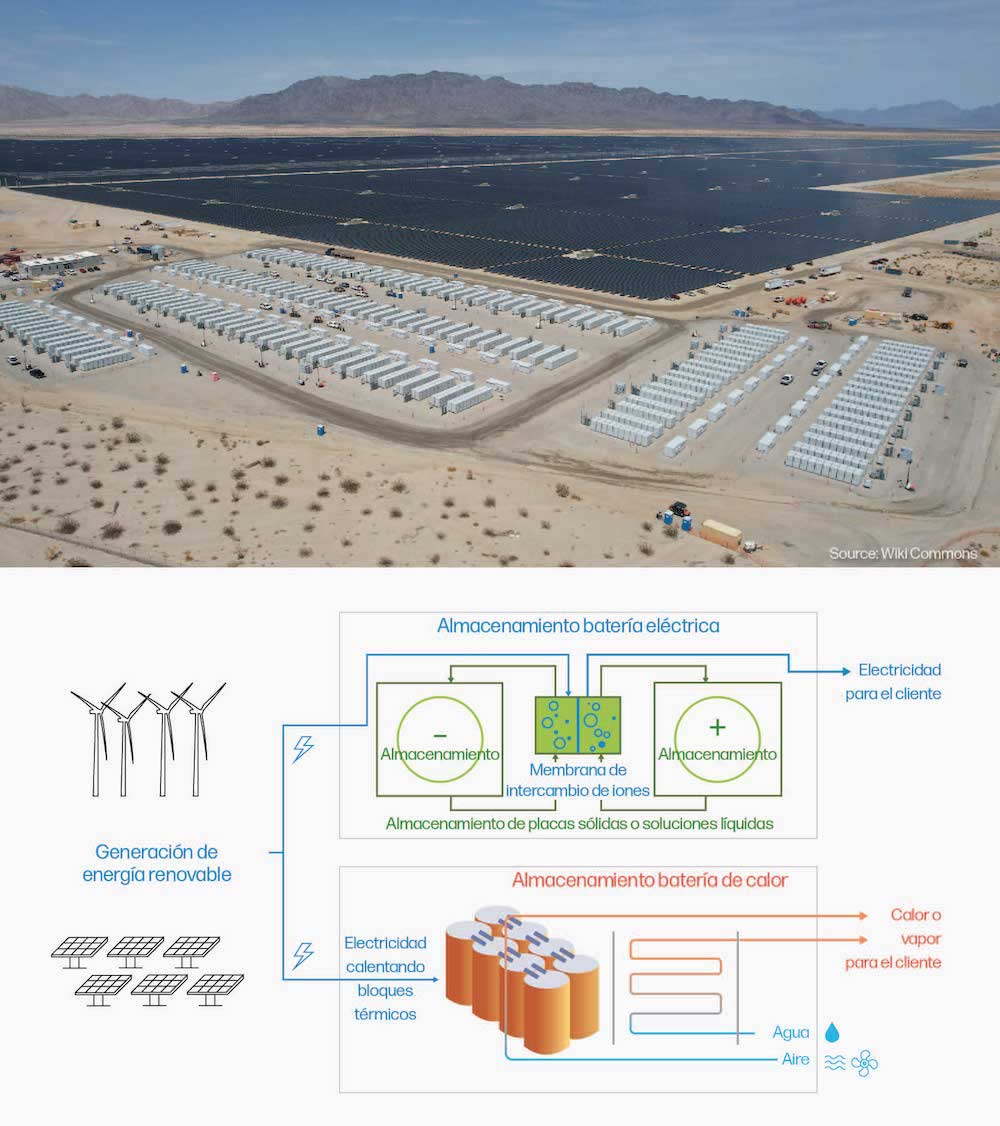
¿En qué consiste la tecnología y cómo funciona?
La tecnología de tratamiento del agua está bien establecida, aunque los procesos difieren en función de la calidad del agua de entrada, la cantidad de agua que se procesa y la antigüedad de la instalación. En general, el tratamiento del agua se basa en eliminar primero los objetos grandes, después utilizar productos químicos y la gravedad para separar las pequeñas partículas del agua y terminar con una etapa de desinfección (normalmente con cloro). Las plantas de reciclaje de aguas residuales también producirán subproductos, como biosólidos y metano (gas natural).
¿Por qué se ubicaría junto a la tecnología de gestión del carbono?
El suministro de agua del Condado de Kern está actualmente sobreasignado, con usos existentes para fines agrícolas, residenciales y comerciales. Para minimizar el impacto en la comunidad y el medio ambiente, lo ideal sería procesar y reutilizar la mayor cantidad de agua posible in situ.
Muchas industrias investigadas, como el hidrógeno verde procedente de la biomasa, el acero y el L-DAC, necesitan agua para funcionar, mientras que algunas, como el S-DAC y el BiCRS, pueden generar agua. Si el agua puede limpiarse y utilizarse directamente in situ, el parque podría ser en gran medida autosuficiente en términos de agua, dependiendo de la mezcla de industrias que se desarrollen.
¿Cuáles son las consideraciones técnicas?
El tratamiento del agua es un proceso extremadamente intensivo en energía, que consume aproximadamente 650 MWh por acre-pie de agua tratada; los costos de electricidad suelen representar entre el 25 % y el 40 % de los costos de funcionamiento de un centro. Garantizar la existencia de una infraestructura de energías renovables suficiente para satisfacer estas elevadas demandas energéticas será fundamental para asegurar los beneficios climáticos y la resiliencia económica de una planta de tratamiento.
Además, el tratamiento del agua suele ocupar mucho espacio, con lagos o piscinas subterráneas para almacenar el agua afluente antes del tratamiento o el agua efluente antes de que llegue a los clientes. La planta de tratamiento de aguas residuales número 2 de Bakersfield, que procesa unos 28,000 acres-pies de agua al año, utiliza unos 645 acres de terreno. El agua puede transportarse hacia y desde un centro mediante tuberías de PVC o acero, en función de la capacidad y durabilidad necesarias, siendo el acero inoxidable la opción más duradera, pero también más cara.
¿Cuáles son las consideraciones sociales y medioambientales?
El agua debería proceder o reciclarse dentro de un parque de gestión del carbono en la medida de lo posible para evitar exacerbar el hundimiento del terreno y otras dificultades de escasez de agua en el condado de Kern.
Habrá que tomar decisiones de diseño intencionadas para evitar la contaminación lumínica (por razones de seguridad, las instalaciones de tratamiento de aguas deben estar bien iluminadas), los ruidos molestos de las operaciones mecánicas de tratamiento y, si la instalación procesa aguas residuales, los olores. Afortunadamente, los diseños innovadores de las instalaciones existentes ya están allanando el camino para unas instalaciones menos obstructivas en el futuro.
El tratamiento del agua puede generar aproximadamente una docena de puestos de trabajo por planta, y la mayoría de las funciones de tratamiento del agua sólo requieren un diploma de preparatoria o GED acompañado de la capacitación para obtener una certificación completa. Las funciones de tratamiento de aguas están mejor pagadas que la media nacional, con un salario por hora que oscila entre $ 15 y 40.
Permisos reglamentarios: Cuando se ubiquen en el condado de Kern, California, todos los proyectos se estudiarán mediante un proceso público y se revisarán y mitigarán las repercusiones medioambientales de conformidad con la Ley de Calidad Medioambiental de California (CEQA).
¿Cuáles son las consideraciones económicas?
Los costos asociados al tratamiento del agua varían considerablemente en función de la calidad del afluente (agua que entra en la planta) y de la calidad necesaria del efluente (agua que sale de la planta). Los costos de capital (el costo de construcción de la instalación) pueden oscilar entre medio millón y decenas de millones de dólares, dependiendo del equipamiento necesario, la construcción y los costos de electricidad. Además, el tratamiento del agua suele requerir mucha mano de obra y energía, lo que genera costos de operación elevados, mientras que el precio del agua se mantiene artificialmente bajo en el mercado. Como tales, los incentivos económicos para el tratamiento privado del agua son insignificantes, por lo que la elección de tratar y reutilizar el agua in situ depende de las necesidades industriales de un centro.
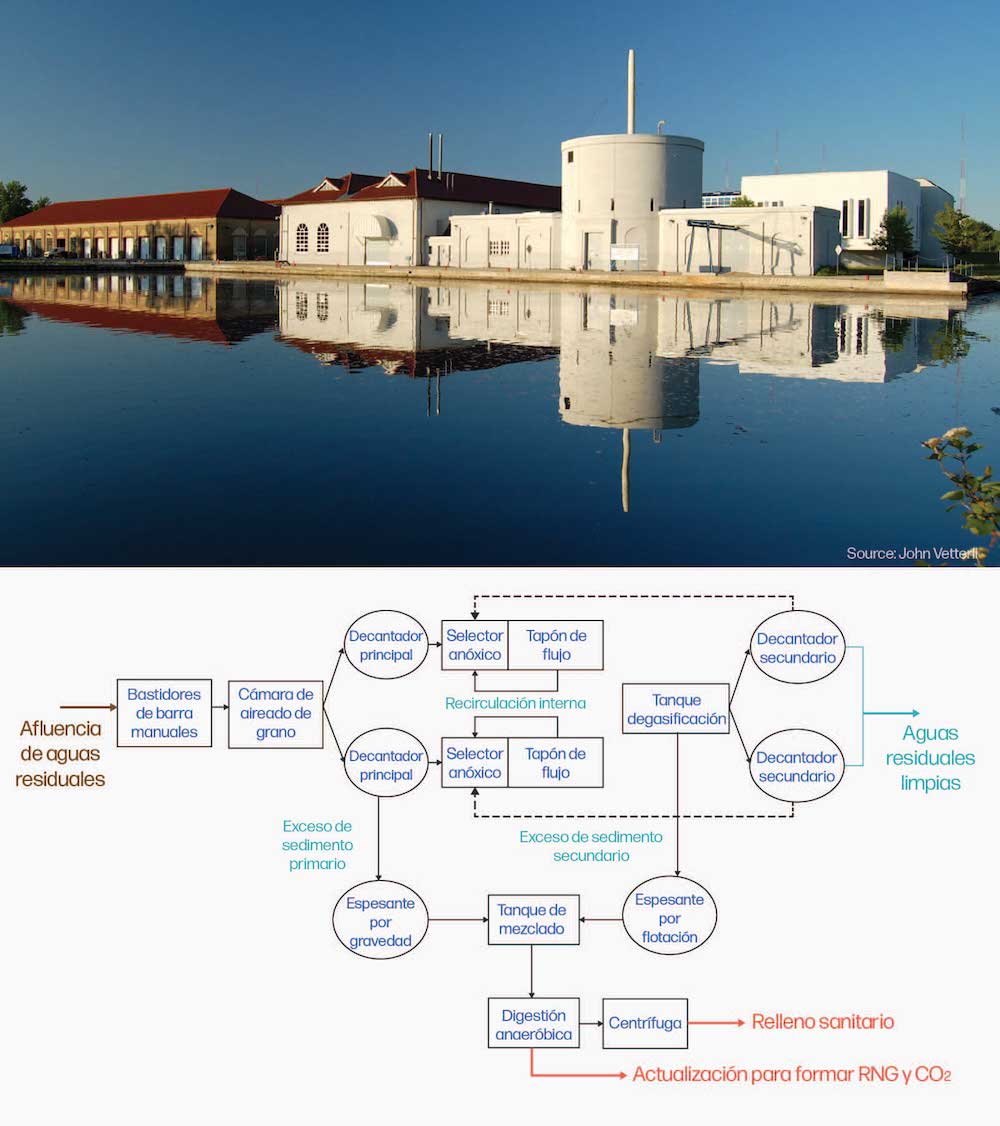
¿En qué consiste la tecnología y cómo funciona?
Existen muchos procesos para fabricar hidrógeno, que suelen diferenciarse mediante un sistema de colores. La creación de hidrógeno "verde" mediante electrólisis, a diferencia de otros tipos de producción de hidrógeno, no genera emisiones de dióxido de carbono, por lo que se considera una industria de energía limpia, más que de gestión del carbono. (La producción de hidrógeno mediante gasificación de biomasa, que sí genera emisiones de dióxido de carbono que hay que capturar y almacenar, se describe como una industria de gestión del carbono. Las otras vías de producción de hidrógeno, los otros colores, se explican con más detalle en el informe descargable)
La producción de hidrógeno mediante electrólisis se basa en un dispositivo especializado, un electrolizador, para dividir el agua (H2O) en hidrógeno y oxígeno gaseoso utilizando mucha energía y un catalizador, un material que facilita la reacción de división del agua. Si este proceso se alimenta de energías renovables como la eólica o la solar, no se producen emisiones, aparte del O2 ya que el H2 se captura y comprime para su venta. Hay muchos tipos de electrolizadores: para una explicación completa de las diferencias entre los sistemas alcalinos, de intercambio de protones por membrana (PEM) y de electrólisis de óxido sólido (SOE), consulte la sección 6 del informe completo.
¿Por qué se ubicaría junto a la tecnología de gestión del carbono?
Las energías renovables son buenas para cubrir necesidades energéticas puramente eléctricas, pero no todas las necesidades de la industria son sencillas de electrificar. Si un proceso necesita mucha energía térmica, por ejemplo, la energía procedente directamente de un aerogenerador o de un campo solar está mal equipada para satisfacer esa necesidad. El hidrógeno puede satisfacer las necesidades de calor industrial de sectores como la siderurgia, BiCRS/BECCS o L-DAC, donde este calor suele proceder actualmente del gas natural (metano).
Un parque industrial de gestión del carbono también necesitaría una buena cantidad de infraestructuras de transporte para trasladar mercancías, como materias primas o coproductos, y equipos. Se está desarrollando el hidrógeno como combustible para el transporte, que podría sustituir al gasóleo en el transporte de larga distancia por carretera. Disponer de un suministro in situ de combustible de hidrógeno en un parque de gestión del carbono proporcionaría una solución de transporte con bajas emisiones de carbono para las industrias ubicadas en el mismo lugar.
¿Cuáles son las consideraciones técnicas?
La electrólisis es una industria que consume mucha agua y energía. Por cada kilogramo de hidrógeno gaseoso producido, un electrolizador consume 12 litros de agua y requiere entre 51 y 55 kWh de energía. Para poner esta demanda de energía en perspectiva, si el hidrógeno sustituyera al consumo de gasolina en Estados Unidos (lo que requeriría unos 135 millones de toneladas de hidrógeno al año), se utilizaría casi el doble de la cantidad de electricidad que actualmente alimenta a todo Estados Unidos. Otra consideración es que la mayoría de los electrolizadores necesitan agua muy purificada para funcionar, con lo que compiten con otras demandas regionales de agua limpia y fresca.
Trabajar para minimizar la carga de los requisitos de uso de agua y energía será útil para ampliar la producción de hidrógeno mediante electrólisis. En la actualidad, muchos expertos trabajan en sistemas que pueden utilizar aguas residuales o agua de mar para la electrólisis con el fin de disminuir las necesidades de agua dulce, pero reducir los requisitos energéticos sigue siendo un reto. Como las moléculas de agua están tan fuertemente unidas, romperlas requiere una cantidad extraordinaria de energía.
¿Cuáles son las consideraciones sociales y medioambientales?
Se espera que la producción, el transporte y el uso del hidrógeno creen muchos puestos de trabajo: hasta un millón de empleos en todo el país podrían estar vinculados al sector del hidrógeno en 2030. Sin embargo, es probable que estos empleos requieran formación o certificaciones profesionales, por lo que deben crearse canales de formación en las comunidades locales para garantizar que los puestos de trabajo lleguen a los trabajadores locales.
El gas hidrógeno es muy ligero y está formado por moléculas extremadamente pequeñas, lo que dificulta su almacenamiento y transporte. Esto puede suponer un riesgo para la seguridad, ya que el gas hidrógeno puede ser inflamable e incluso explosivo en el aire en altas concentraciones. Cualquier instalación de hidrógeno debe diseñarse cuidadosamente y supervisarse de cerca de acuerdo con las normas de seguridad, para evitar fugas y garantizar la seguridad de los trabajadores in situ.
Como se ha mencionado en las consideraciones técnicas, la electrólisis consume mucha agua. Una planta ecológica de producción de hidrógeno recientemente desarrollada en el oeste de Nueva York necesita unos 320,000 galones de agua para los 75,000 kg de hidrógeno que produce cada día. Eso se traduce en un uso anual de 258-273 acres-pies al año, con la variación procedente de las necesidades de refrigeración. Para una región árida como el condado de Kern, esto podría suponer una presión excesiva sobre los recursos hídricos locales, especialmente en periodos de sequía. El uso de hidrógeno para calefacción o transporte también puede aumentar el vapor de agua atmosférico, el metano y el ozono a través de vías químicas indirectas, aunque no genera emisiones de dióxido de carbono. Aún no se ha estudiado la importancia de estos efectos, pero dado que todas estas moléculas actúan como forzadores climáticos a corto plazo cuando se encuentran en la baja atmósfera, está justificado seguir investigando.
Permisos reglamentarios: Cuando se ubiquen en el condado de Kern, California, todos los proyectos se estudiarán mediante un proceso público y se revisarán y mitigarán las repercusiones medioambientales de conformidad con la Ley de Calidad Medioambiental de California (CEQA).
¿Cuáles son las consideraciones económicas?
En la actualidad, la producción de hidrógeno mediante electrólisis es el método más caro de producción de hidrógeno, y la electrólisis alimentada por energía solar costará unos $ 3 por kilogramo de hidrógeno producido en 2020. Sin embargo, ya hay formas de reducir los costos: dado que gran parte de este coste está ligado al uso de energía, cuando la electrólisis puede realizarse con un exceso de energía renovable (por ejemplo, energía que sobrecargaría la red o haría que los precios de la energía fueran negativos), los costos de la electrólisis descienden a 1.60 dólares/kilogramo. Se espera que el despliegue de electrolizadores sea aún más barato con el despliegue de sistemas de electrolizadores multipila, que tienen una mayor capacidad de producción. Se esperan reducciones de costos del 20-40 %, que aumentarán a medida que se incremente el número de pilas.

¿En qué consiste la tecnología y cómo funciona?
El CO2 abarca toda una serie de industrias potenciales, como los combustibles, los alimentos y las bebidas, los materiales de construcción, el hormigón y los plásticos y polímeros.
La industria alimentaria y de bebidas puede utilizar directamente el CO2 en aplicaciones como la carbonatación de refrescos y el hielo seco, y utilizar sus productos químicamente convertidos en bebidas alcohólicas. Las demás industrias mencionadas dependen de la conversión de CO2 mediante procesos químicos o biológicos en otros productos, como combustibles con menor contenido en carbono, aditivos para la construcción, hormigón con menor contenido en carbono y diversos plásticos y espumas. Procesos que atrapan CO2 en materiales de larga vida, como los aditivos para la construcción o el hormigón, pueden servir para eliminar las emisiones de CO2 de la atmósfera durante años o décadas, mientras que industrias como las de combustibles y bebidas sólo eliminarán CO2 durante poco tiempo. Con estos últimos usos, el objetivo de reducir las emisiones de CO2 es evitar la liberación de nuevas moléculas de dióxido de carbono mediante la quema de combustibles fósiles o la extracción directa de CO2 reciclando el carbono que entra y sale de la atmósfera mediante tecnologías como la captura directa en el aire (DAC) o la BiCRS.
¿Por qué se ubicaría junto a la tecnología de gestión del carbono?
Aunque el almacenamiento subterráneo permanente será necesario para cumplir los objetivos climáticos de California, el uso de CO2 puede complementar el almacenamiento y reducir la huella de carbono de los bienes existentes. La ubicación conjunta de estas industrias con instalaciones capaces de capturar carbono les permite compartir las infraestructuras necesarias y reducir los costos de transporte de CO2.
¿Cuáles son las consideraciones técnicas?
El CO2 varía en su complejidad, e incluso procesos de la misma industria pueden incorporar carbono de diferentes maneras. En la industria de materiales de construcción, las emisiones de CO2 puede incorporarse a las mezclas de cemento, sustituyendo a la cal como materia prima. Alternativamente, los bloques o ladrillos de hormigón deben curarse una vez fabricados, lo que tradicionalmente se hace con agua, pero el CO2 para curar los bloques. CO2 también actúa como sustituto de la materia prima en la fabricación de plásticos, aunque el proceso sigue necesitando materiales petroquímicos vírgenes para tener éxito. El mayor uso previsto de CO2 en el futuro es el de los combustibles alternativos para el transporte, pero estos combustibles liberarían las emisiones de CO2 a la atmósfera en el momento de su combustión.
¿Cuáles son las consideraciones sociales y medioambientales?
Las industrias usuarias de CO2 podrían generar muchos puestos de trabajo en la región, ya que las instalaciones de fabricación de plásticos, materiales de construcción y hormigón suelen requerir mucha mano de obra. En Estados Unidos, casi 100,000 personas trabajan en la fabricación de plásticos y otras 12,500 en la fabricación de cemento; estos empleos son, en su mayoría, trabajos industriales manuales que no requieren educación superior.
Aunque los fabricantes que integran el CO2 en su proceso de producción suelen tener un perfil de emisiones de gases de efecto invernadero inferior al de sus competidores tradicionales, habría que hacer consideraciones adicionales en relación con otros contaminantes habituales en estas industrias y con la intensidad hídrica de la transformación. En particular, la fabricación de cemento puede liberar monóxido de carbono, NOx y otros contaminantes. Las instalaciones petroquímicas liberan partículas, compuestos orgánicos volátiles (COV) que crean smog y otros contaminantes. El uso de agua puede variar mucho de una industria a otra; el uso de agua para hormigón suele disminuir con las emisiones de CO2 pero es probable que aumente en sectores como la fabricación de productos químicos. La gravedad y las tendencias previstas del uso del agua dependerían del tipo de CO2 de que se trate.
Permisos reglamentarios: Cuando se ubiquen en el condado de Kern, California, todos los proyectos se estudiarán mediante un proceso público y se revisarán y mitigarán las repercusiones medioambientales de conformidad con la Ley de Calidad Medioambiental de California (CEQA).
¿Cuáles son las consideraciones económicas?
La incorporación de CO2 en el proceso de producción de los productos existentes suele requerir nuevos equipos e instalaciones. En ámbitos como el de los plásticos, el uso de CO2 puede reducir el costo unitario de producción, ofreciendo una vía para recuperar inversiones de capital iniciales más elevadas. Sin embargo, en el caso de los combustibles concretos y sostenibles, los productos que incorporan CO2 cuestan más que sus contrapartes tradicionales, y es probable que sigan siendo más caros en las próximas décadas, a menos que nuevos mandatos, normativas o incentivos modifiquen las previsiones económicas. El crédito fiscal federal 45Q no tiene en cuenta los usos distintos de la recuperación mejorada de petróleo (EOR), que no puede utilizar el carbono capturado en virtud de la legislación SB 905 de California. La generación de combustibles alternativos con CO2 puede dar derecho a créditos en el marco del programa Low Carbon Fuel Standard de California, suponiendo que estos combustibles se vendan en el estado para su uso en el transporte.
Además, pueden existir restricciones políticas que reduzcan el número de mercados en los que pueden entrar estas mercancías. Por ejemplo, las normativas de seguridad sobre el hormigón para edificios, carreteras y otros materiales tienen directrices de estricta coherencia; sería necesario realizar más pruebas y actualizar la normativa para permitir la venta de CO2 para garantizar que cumplen las normas de seguridad pública.